In this article we will be talking about shubo, a small starter batch of sake that is instrumental in growing the yeast desired in the proceeding main fermentation process. It is also known as moto (a base/key ingredient), “Fermentation Starter” or “Yeast Starter”. Please enjoy the article!
COLUMNEssay

Essay
Scenery from the sake brewery - 012 The sake yeast starter, Shubo
Monthly photo essay on Japanese sake brewing by Mr. Keiichiro Katsuki, a Japanese sake brewing expert.
Please refer to episode 001 for more information on the author.

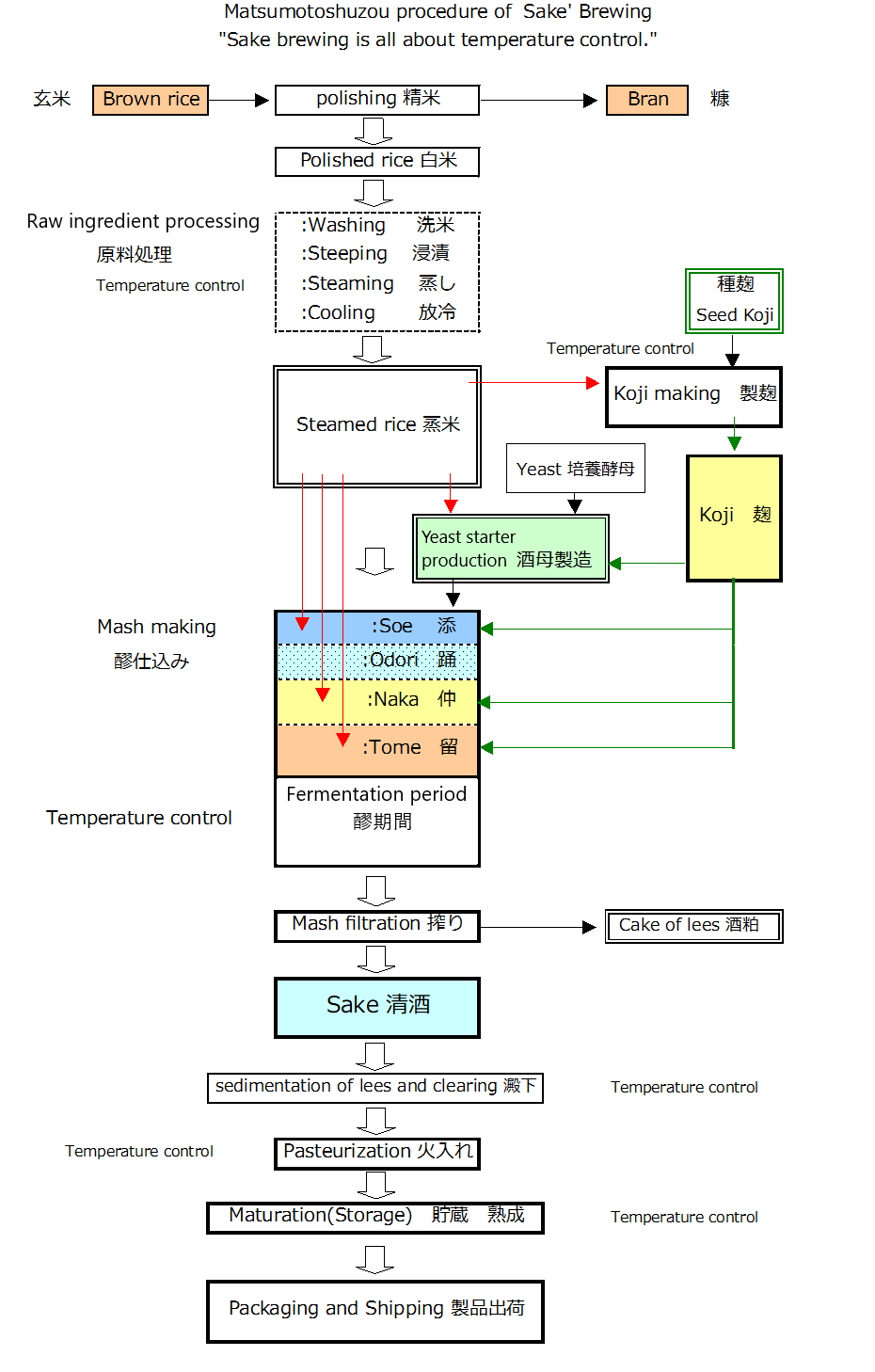
Sake brewing process chart
Fermenting mash preparation is split into 3 main stages, known as soe, naka and tome. Once alcohol fermentation and a prescribed composition has been achieved, the batch is split into the lees and the refined sake. In sake production, the step-by-step allotment of the base ingredient, white rice, is decided by referencing an ingredient preparation chart (see table 1). Though the allotment process is now regulated, it is informed by a large body of results and experience gained over time and tweaked according to any of a multitude of brewing goals one might have.
The basic ingredients of refined sake are simply water and rice. Rice for sake is prepared through steaming, with one portion taken for making kōji. Sake production is divided into 2 main processes, yeast starter/mash preparation and fermentation. Yeast starter is added straight into the mash making preparation without filtering. The small-scale tank dedicated to yeast starter preparation is about one tenth the size of the main fermentation tank and is known as the tsubodai. The affectionately monikered tsubodai gets its name from an earthenware pot-like vessel (one of the Chinese characters means "pot") that was used for sake making in ancient times. Today's counterparts, however, are of glass-lined iron or stainless-steel construction.
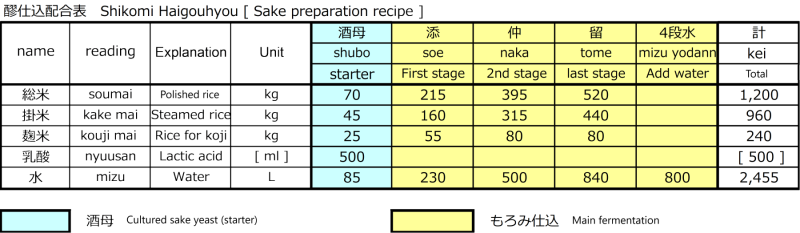
Table 1: Example of an ingredient preparation chart

Shubo preparation tanks (tsubodai) at Matsumoto Brewery.
The tanks are wrapped with heat insulating mats.
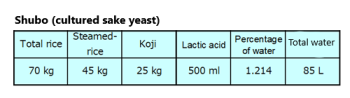
Producing refined sake starts with the preparation of shubo starter. Shubo is prepared from an approximate 5~6% portion of the total rice used in the overall sake's production and is transferred to the tsubodai fermentation tank where it is fermented to promote the growth of a desired type of yeast required as the starter for the subsequent fermentation of the refined sake product. In order for shubo to be eligible for use as the starter, it must satisfy the following 2 basic requirements:
1. It must contain the desired type of yeast at a high purity and the yeast must be in sufficient numbers.
2. It must have the correct amount of acidity because this is an important factor that helps ensure that the main fermentation proceeds at a stable, desired speed.
And that's a good segue to talk about acid content. The production of refined sake, just like wine, uses a yeast that naturally occurs on grapes, along with tartaric and malic acids that lower the pH of the batch to control the rate of fermentation as well as adding an appealing flavour profile to the product. As for modern beer making, a process involving aerated cultivation that produces large amounts of yeast at excellent purity has become mainstream.
The utilization of acids in shubo was outlined in production notes for Yamaoroshihaishimoto-style production which itself is derived from Kimoto-style sake* production techniques. Developed by Mr. Kinichiro Kagi, Yamaoroshihaishimoto-style production was effective at promoting lactic acid development. The newer procedures of shubo and acid management is one of the key factors in the development of today's mainstream Sokujomoto (fast brewing method with rapidly processed shubo; invented by Mr. Kamajirō Eda) from the traditional Mizumoto method. All of these advances in methodology would serve as a scientific basis for sake production protocol, enlightening producers that lactic acid is instrumental in lowering the pH optimally, and consequently driving a safe, steady brewing process. The Yamaoroshihaishimoto method involves a skillful selective culturing of naturally occurring lactic-acid bacilli in order to control the pH of the shubo and one could say it is one of the more natural styles of shubo preparation.
*Kimoto-style sake was developed in the Meiji government-run sake development laboratories located in Nadagogoe. Kimoto is an old production method involving manual mashing with long poles and it promotes a natural build-up of lactic acid.
On the other side, shubo preparation for Sokujomoto builds on the Mizumoto method, and is noted for its use of the so-called "Soyashi mizu" (“praiseworthy” water) as the lactic fermentation acidity regulating agent. Soyashi mizu is a watery, acidic byproduct of the production process and the propagation of lactic-acid bacilli involved therein. These days Soyashi mizu has largely been replaced with Merck company's lactic acid product, which is now used by many sake brewers as it allows safe, reliable brewing even in the absence of the latest brewery technology and facilities.
With the growth of the sake industry in Japan came an increasing desire to collaborate and share advances in sake brewing techniques with both domestic makers and those all around the world. This would lead to the establishment of the Brewing Society of Japan (日本醸造協会), which established offices in the adjoining land of the Research Institute of Brewing (醸造試験場). The safe and proper making of shubo not only serves to ensure successful mass cultivation of alcohol-producing yeast, but is also important in lowering the pH of the batch down through the next production process, with this being crucial in preventing the growth of undesirable bacteria which would compromise the yeast and the batch as a whole. But why do brewers go to the effort of propagating yeast through the use of shubo? It's because if naturally occurring yeasts were present, you could not achieve long lasting, repeatable results for the brew.
One of the missions of the Research Institute of Brewing is for the modernization of all breweries countrywide. The mission more specifically states, "We must first conduct a nationwide research study of "new sake" (freshly released, unpasteurized sake), with regards to production technology and the trends and status of its quality. With this knowledge we aim to improve the quality of sake into the future." This mission would inspire the establishment of the “National New Sake Excellence Awards Ceremony” (全国新酒鑑評会) in 1911, an event that is still held to this day. It is here that judging and evaluation takes place. Each submission includes a simple, pure sample of the brewer's sake, along with a sample of moromi (unrefined sake and/or its mash), which should contain the same yeasts that produced the first sample. The Brewing Society of Japan has come to provide a service whereby they sample, isolate, select and conduct large-scale production of yeasts from the moromi of the winning submissions, which they then go on to collect into small bottles or ampules for the distribution to breweries throughout Japan. Up to now, 18 different yeast selections (named "No.1" through to "No.18") have been mass-produced and distributed. These days yeast propagated from the grapes of famous vineyards has become widely adopted, though the steady and reliable supply of yeast as described by the Brewing Society of Japan over 100 years ago claims to be the first example of this practice in the world.
In the world of wine making, there exists a generalized brewing movement known as "Natural Wine". Similarly, there are groups within the sake making community that highly regard the use of naturally occurring lactic-acid bacilli as is seen in Kimoto and Yamahaimoto styles, favouring traditional brewing techniques. However, the vast majority of breweries today utilize fast brewing/rapidly processed shubo. In the years following the establishment of fast brewing, it has seen a number of developmental variations. Notable amongst these are "high temperature saccharification shubo"/"hot-mash shubo”, “dilute-mash shubo", "1 year-cultured shubo preparation", "dry yeast preparation", with the latest popular development being a method that omits heating operations to the shubo, known as "moderate heat, rapidly processed shubo". It is this method that Matsumoto Brewery uses to process all of its shubo.

Sampling shubo for analysis
Gauging the progression of fermentation in shubo, requires a sample of filtrate. Analyses include measuring the sample's density (into the Baumé value), titration with 1/10NaOH to determine acidity, and alcohol content measurement.
The rice component of the shubo mash made at Matsumoto Brewery contains 50% of "Yamada Nishiki" short-grain rice, famous for its use in high-quality sake. The yeast we use is known as Y-1E, an in-house strain selected for its ability to imbue sake with a superb taste and bouquet. It is first propagated in a 10ml test tube for 48 hours, then transferred into a 100ml flask for a further 48 hours and then finally cultured in a 2000ml flask before being added to the shubo mash. In the case where you are using ampules of yeast from the Brewing Society of Japan, you would need 5 to seed the shubo mash.

Yeast cells are cultured on agar slants containing kōji extract. They are incubated at 28℃ for 6 days.
We use lactic acid from Takeda Pharmaceutical Company, an acid that has a long-established reputation. Its specific gravity is 1.21.
The steps involved in preparing the shubo:
1. The shubo mash tanks are scrubbed with 10%w/v diluted preparation of the domestically-available "Haiamin" brand disinfectant, washed and rinsed with warm water (30℃) before being left to stand in a designated drying area.
2. On the day prior to commencing the shubo preparation, commercial lactic acid is added along with between 650-720ml of "kumimizu" (water/liquid scooped out of shubo) into a bottle and preserved. One hour prior to commencement of the shubo preparation, "Mizukōji" is conducted. Mizukōji involves, firstly, the addition of the pre-prepared lactic acid to a designated amount of kumimizu, followed by agitation as kōji is gradually added. In doing this, the kōji produces enzymes that are then eluted into water. After standing for a while to let the yeast multiply, a sample of it is added to the tank. It is important to not add all of the water into the tank as about 5L should be set aside to be used in washing and flushing the inside of the tank after the preparation is completed.
3. Using a cooler, the steamed rice is to be cooled to a set temperature before being transferred by polyethylene buckets to the shubo tank (which is being agitated) all the while conducting continuous monitoring of the temperature.
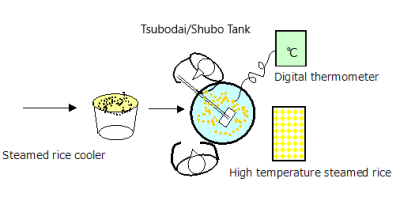
A portion of uncooled steamed rice is used to regulate the temperature of the shubo. Transferring the rice if done by 4 people takes approximately 10 minutes. The temperature of the shubo is adjusted step-by-step with a vigilant eye on the thermometer. The final adjustments to temperature can be conducted using steamed rice or water that has been set aside for this purpose.
Preparation involves real-time monitoring of the changing temperature
4. For shubo preparation requiring moderate heating, heat insulation mats are wrapped around the tank at a height of 10-15cm from the base. The reason for this is to allow room for setting up heating lamps when a more powerful heating of the entire tank is required. The insulation material is a brand of foaming called "Torepera" and is wrapped around the tank leaving zero gaps.

Here is a digital temperature controller used to monitor the batch and to turn on heating bulbs if the temperature falls below a certain level
5. "Aragai" (stirring of the shubo mash with a paddle) is performed approximately 5-6 hours after the end of the shubo preparation when the mash has swelled to a certain size. A rule of thumb for stirring is to picture the inside of a tank as a clockface, placing the paddle at the 12 o'clock position and stirring clockwise along the rim/side of the tank. Stirring with the paddle will mix and distribute the enzymes produced by the kōji into the steamed rice. If the batch appears clear in colour, the top portion likely contains rice that has swollen up by the absorption of water and that there is kumimizu remaining at the bottom of the tank.
6. The swelling mash on the following morning should have small bubbling occurring throughout. A little bit later, medium-sized bubbles will start to bubble up from the middle level of the mash and at this point the stirring paddle is placed in the tank. Keeping a careful eye on the progress of the swelling mash informs you of the best time to place the paddle in the mash to ensure a quicker, optimal “swell”. It's important to be patient because as the saying goes, "slow and steady wins the race".
7. Once the mash preparation has swollen up to the desired state the insulating mat is removed from the tank. For moderate heat rapid process shubo there are 3 temperature ranges of note:
A: High range (20℃~23℃): the temperature of the shubo from initial preparation to swelling
B: Medium range (18℃~16℃): temperature at which yeast proliferation takes place
C: Low range (10℃~5℃): after the batch is portioned out it is chilled and maturation/fermentation is measured
A more detailed list of what is happening at A-C is described below:
A: Heating is controlled by the use of an insulating mat, and if the temperature falls it is regulated by applying heat from a variety of heating bulbs ranging from
20-100W (different powered bulbs are required for different temperature adjustments). If necessary, the mat may be removed.
B: The batch is left at ambient (room) temperature now and a balance between the heat generated by fermentation and the heat dissipated by the tank is achieved. If the temperature exceeds 18℃, it is cooled down to 16℃ using cooling canisters. If the temperature drops below 16℃ the insulation matting is applied to the tank and if it looks like the temperature will drop even further, the heating lamps can be used in conjunction with the insulation.
C: At the stage where the shubo is portioned/divided out, the Baumé (relative density) is expected to be at roughly half of the maximum value it will reach following preparation, and is to be chilled using ice-filled canisters. Ideally, portioning and chilling will take place on Day 7, but in the case Day 7 is not viable, Day 6 is preferred over Day 8 (earlier is better). The reason for this is that it is necessary to confirm whether the proliferation of the yeast is progressing smoothly. For example, even if you were to portion out at Day 5 when the Baumé value is lower, it is rare that you will encounter any problems. In some cases though, when the Baumé appears to be falling, necessitating a relatively more rapid cooling procedure, there is a chance that a sulfur-like smell will develop, though it will mostly disappear later on.

Ice is placed inside these cooling canisters
8. When preparing shubo during the colder months (December to early March in the case of Kyoto), you can generally let the shubo naturally progress by itself without any intervention.
9. The pH of the shubo after lactic acid has been added, will be influenced by the "degree of rice polishing" of the rice ingredient. In the case of "highly polished" Yamada Nishiki quality rice, the pH hovers between 5.3-6.1 before use, and for regular Hinohikari rice the pH can exceed 7.0. The alcohol percentage, depending on the kumimizu content is around about 10%. If the use of the shubo is delayed by a number of days through any number of circumstances, it is necessary to add an appropriate amount of kumimizu to it to prevent the alcohol level from rising above 10%. The purpose of adding lactic acid to drop the pH is to promote the growth of the desirable yeasts while inhibiting that of unwanted microbes, while ensuring the safe and sound development of your shubo.
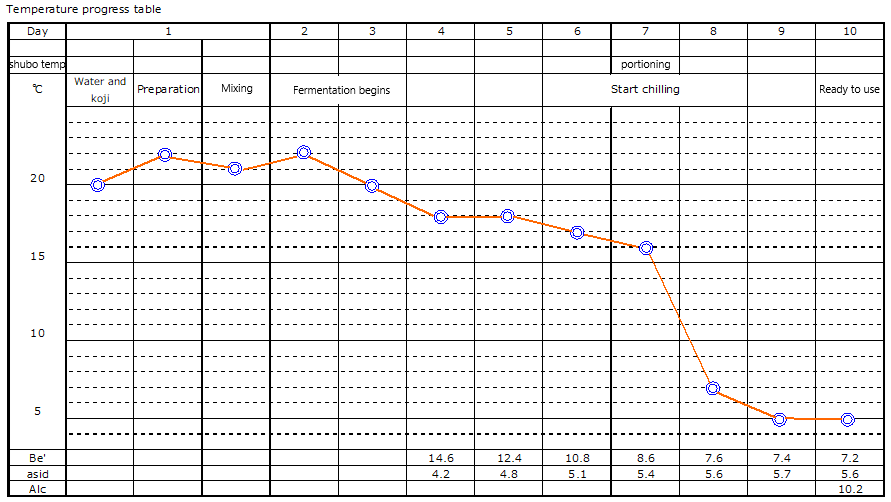
Temperature analysis chart for as "moderate heat, rapidly processed” shubo
Dear reader, thank you very much for your interest in and reading of this article!
If you are interested in monitoring the alcohol level of your beverages, we encourage you to browse this site to learn more about our Digital Alcohol Meter<ALM-155>, and please feel free to contact us any time for a quote and any other inquiries by following this link: Contact Form . We are most happy to provide solutions for all your measurement needs!



