京都の伏見は、朝の冷え込みで零下になる事は多いが、雪が数センチも積もることは、最近では7年間に2度と珍しい。
朝焼け空、木造蔵に雪化粧、米を蒸す湯気とくれば、インスタ映えには格好です。近代的なステンレスピカピカの工場
とは違うが、酒造家としてこの先も利潤を求め自ら生き延びなければ、ただの綺麗な風景になってしまう。
酒を醸すには免許が必要であり、根拠となる法律は戦後直ぐの昭和二十八年に戦時立法施行された
酒税法(昭和十五年法律第三十五号)の全部を改正して、新たに「酒税法」として法律第六号として定められた。
現行酒税法は、(令和四年法律第六十八号による改正)により全体は第一章から第九章罰則に付則が付いている。
第一章、第一条 酒類には、この法律により、酒税を課する。から始まり、(その他の用語の定義)第三条の四 醸造酒類
次に掲げる酒類(その他の発泡性酒類を除く。)をいう。ここで清酒の定義が示されている。
イ 清酒 ロ 果実酒 ハ その他の醸造酒と三区分に分けられる。さらに七 清酒 次に掲げる酒類でアルコール分が
二十二度未満のものをいう。ここでアルコール分は、1%以上で最大22%までと定義される。その条件下において、
イ 米、米こうじ及び水を原料として発酵させて、こしたもの この条文により本来の清酒として「イ」号清酒を示している。
ロ 米、米こうじ、水及び清酒かすその他政令で定める物品を原料として発酵させて、こしたもの(その原料中当該政令で定める
物品の重量の合計が米(こうじ米を含む。)の重量の百分の五十を超えないものに限る。)ここの部分は、先の戦時中に不足する
米の代用原料として、更にアルコール添加酒で戦時下を過ごし、さらには終戦後の国民全体の食糧不足を補うために始めた
三倍増醸酒について定義されている。(現行では、二倍増醸まで)ハ 清酒に清酒粕を加えて、こしたものとして
「粕濾(かすこ)し清酒」が定義されている。ここの部分は今の蔵人には理解不能と思われる。酒粕で直接酒を濾す操作では無く、
例えば腐造した酒、また味不調和の酒に酒粕を溶いて混ぜ時間を置きなじませて再度濾す(搾る)操作を定義している。
(現在の藪田で搾った酒粕とはイメージが違い、槽で搾り切らない「責め槽」前の泥状の粕、又は酒で溶いた粕を入れていた)
さらに、法第3条(その他の用語の定義)として11.「こす」の意義を設け、酒類の製造方法の一つである「こす」とは、
その方法のいかんを問わず酒類のもろみを液状部分とかす部分とに分離するすべての行為をいう。この部分は、網目を通さない
遠心分離法等の新規な固液分離方法を「こす」に含めたと思われる。(正しく理解すれば、何れにしても粕は何らか発生する。)
【桔木(はねぎ)搾り】
酒を搾る工程を、現在主流となっていて松本酒造でも使用している藪田式自動圧搾機による搾りに至る経緯を木槽を使う旧式の
桔木搾りから紐解きたい。
福岡県糸島市本1986 雷山の裾野、糸島産山田錦の産地の中心に白糸酒造があり、今でも全仕込みの搾りに桔木を使い「田中六五」
を代表銘柄として醸している。清酒醸造技術は藩政期間に大凡完成され、今に至るも特段の進歩は見られない。
とりわけ酒を搾る江戸時代に到達した高度な技術と合理的な精神の飛躍を「桔木搾り」を通して見る。
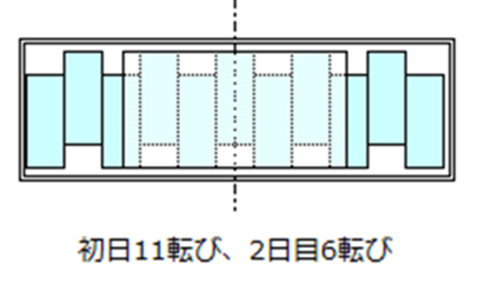
槽内の酒袋配列 千鳥縦11列 酒袋の口は下へ折り曲げ閉じる。
酒と酒粕に分け酒を製成する作業を「酒を搾る」また「上槽(じょうそう)」「槽(ふな)かけ」とよんでいる。
ここで使う槽の字は、油槽船や水槽に今でも使われているが、酒造では、一昔前に醪を搾り酒にする設備を木槽(きふね)といい、
銀杏の木で出来た四角な酒槽に酒(さか)袋(ふくろ)に小分けして詰めた醪を重ねて積み上げ、始めは自分のモロミの重さで、
後は丸石をロープに吊し梃子の原理を利用し、徐々に圧力を掛けて二泊三日を掛けて搾っていた当時の名残である。
酒槽(船)は、古事記に書かれている八岐大蛇退治の場面では次の様に書かれている。
[毎門結八佐受岐、 毎其佐受岐置酒舩而、毎舩盛其八塩折酒而待:その入り口ごとに八つの仮設の棚を設け、その棚ごとに
船型の大きな器を置き、 器ごとに強い酒(八塩折)を盛って待て]とある。イメージが重なるが私は1987年7月中国済南の
「白酒(ぱいちゅう)」蒸留所において、貯酒は長持ちに似た角形の木製槽に貯蔵されている現場を見たことがある。
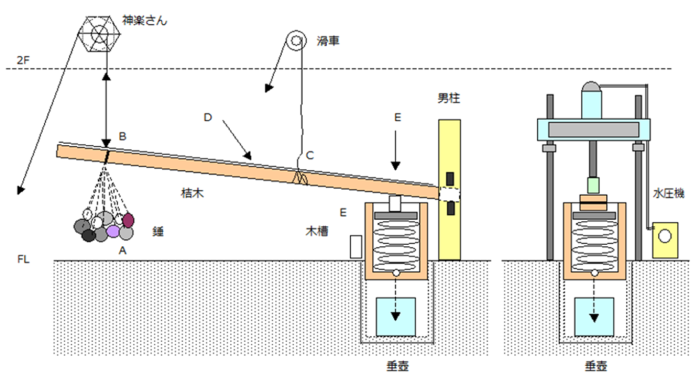
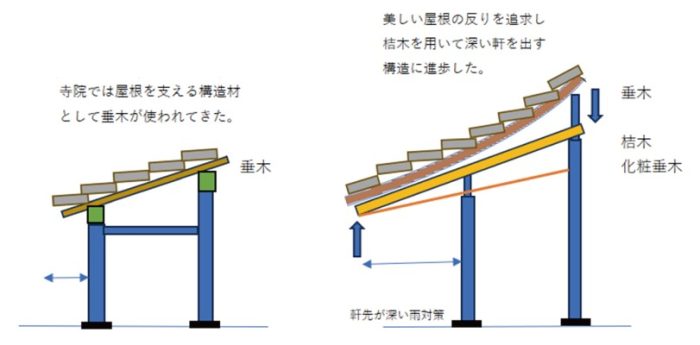
【桔木】
はねぎの由来は、建築用語にあり、「桔木」を梃子の原理を用いて垂木を支え、構造材を化粧材に変化させ優美な木造建築の
屋根を実現可能にした。
我が国の伝統的な桔木(はねぎ)による醪の搾りは、船頭と呼ばれる習熟者による①縦1m(内寸90cm)横幅4m(内寸300cm)
深さ1.2m(内寸100cm)の横長の直方形木槽の底部から順序よく、醪を少量5~6リットル、酒袋に取り袋の口をヒモで括る様な
事をせずに、口を下へ折り曲げて重ねて、酒槽に横に11転び縦に50段程度二人で交互に積み重ねて行く。
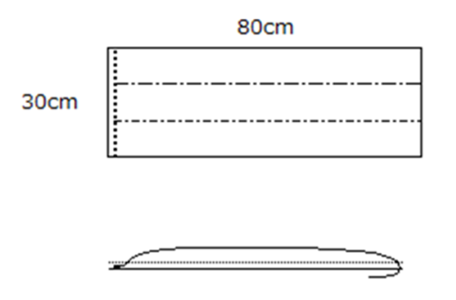
酒袋のサイズは、長さ80cm、幅は30cmあり材質は、木綿布の時代は、必ず釜で十分煮出して純白に仕上げた上で、柿渋に繰り返し
浸け強度と濾過性を高めて使用されていた。やがて、1950年位から、テビロン等の化繊袋に置き換わった数種類の袋が混在するが、
性能は袋に2本縦線が入っているテビロン袋が一番使い勝手がよい。
②袋の積み始めから、積み終わる迄の期間を水槽(みずふね)と呼び、更に荒走り、中汲みに分ける事もある。最終袋の段数は50段程
になるが、実際醪は順次袋から澱混じりの酒となり出て行き袋の厚みは、槽積み中にも段々と下がっていくので思っている程には、
嵩は積み上がらない。③さらに嵩高には対策が工夫されている。袋の嵩が固定槽一杯の高さになると、取り外し式の増枠を乗せさらに
積み上げる。タンクの醪全部を袋に取り終え積んでしまったら、木槽全体を覆う圧板を乗せ、左右のバランスを取り、その上から角材
の厚板で一晩掛けて徐々に天秤の作用による重量を圧力に換えて袋全体を上面から押し酒を搾り出す。④二日目は、責め槽(ふね)と言い、
積み替え、また型(かた)直(なお)しとも言う、槽の底面一杯に広げていた袋全部を一度全て槽から出し、11転びから酒袋の厚み(粕量)
を見て6転び、更にもう一度袋の状態を見て、圧力を掛ける幅を狭く並べ換えて積み直し、加圧面積を狭くして更に1日圧力を加える。
⑤桔木の場合は、酒が搾り出て酒袋の厚さが薄くなるにつれ天秤が下がる、その都度天秤を滑車を使い上部に巻き上げて圧板に適宜コマ板
を追加し、同時に重しの数を増やして行きゆっくりと搾り出す。重しは、5~15個に及び総重量1ton程あり、梃子の利用により圧板を押す力
は10tonに及ぶ。ただし、酒袋の面積あたりのかかる圧力は、3~5kg/cm2と以外に小さい。白米1000kgの醪を詰めた酒袋の全濾過面積(500枚)
は相当大きく、200m2に及ぶが、醪から酒の濾液量は、1m2あたり意外と少なく10~20ℓ程度に留まる。(粕歩合が大きな要因)圧力の
加え方は、桔木重力から人力による螺旋と歯車の併用加圧に進歩し、やがてプランジャー型動力水圧機(永田式、佐瀬式)に至る。
更に、動力水圧機を桔木同様に長時間ゆっくり加圧して酒を搾るには、コンクリート塊を使う重錘式畜力機を使い圧搾速度の調整が計られた。
やがて戦後は水圧機に用いていた水から食用コスメッチクオイルに変わり油圧式となり、圧力スイッチ、オイルパッキンの進歩によりある程度
自動化が進められた。桔木式や水圧機の加圧力は意外と小さく酒袋全体の大きな濾過面積に対し掛ける圧力を低くし、濾過時間(水槽期間)と
圧搾時間(責め期間)に操作方法を分け、袋の枚数で粕の厚みに配慮し、搾れた酒と搾った粕の両方合わせた品質向上の達成に配慮している
ことが窺える。
【酒袋の中では、濾過から圧搾へ進む】
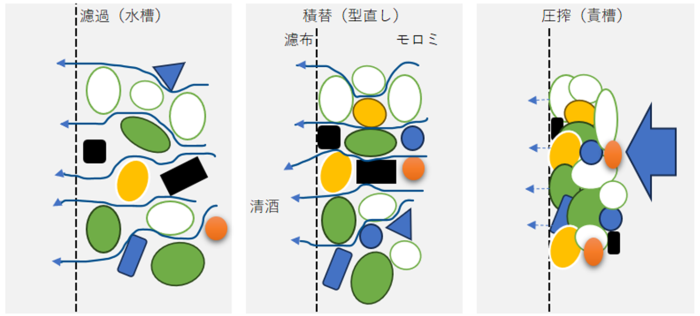
さてここで、1966年に公開されたSF映画「ミクロの決死圏」に出てくるミクロ化された潜水艇に乗り込んで酒袋内部をイメージ
してみる。清酒のモロミは、非常に特殊な形状をしている。麹や蒸米の固体粒子が「スラリー:固液混合物」中に浮遊している
状態にある。搾りが始まると固形分は濾過布表面(濾材)に次々と捕集堆積される。この様な濾過を「ケーク濾過」また
「ろ滓(さい)ろ過」といい、連続してこの濾過を維持する、また早めるには堆積してくるケークの抵抗に対抗する圧力を高める
必要がある。ただし、急いで圧力を高めれば、柔らかい粕の層は変形し潰れて濾液の通り道をますます狭める結果が生じる。
実際の粕放しでは、厚いと搾れていないし、薄い粕は袋から剥がれ難く、また粕の商品価値も損ねる。潜水艇で観察すると初期に
圧力を掛けると濾布の目に先に細かい麹や蒸米の粒子が詰まり効率はむしろ上がらない。一端外部から観察してみると小型の酒袋に
スラリー(醪)を詰め酒を搾り出す圧搾工程と見る事が出来る。袋に閉じ込めた固形分は、搾り始めから最後まで重量は変化しない。
袋の中の液区分(酒)が外に搾り出され、固形分(粕)の含水率が減少し容積が減少したと言える。観察を続ければ、圧搾時間は
粕層の厚さに大きく律速する。従って圧搾効率は袋に詰める醪量では無く、固形物の量(粕)をいかにするかによる。
酒の搾りを濾過と圧搾の二つの工程に分けて観察してみると、醪は必ず上呑から出し面倒でも最終下呑みへ名醸呑本機の付け替え
手間を省いてはいけない理由とされる経験値と合致する。醗酵タンク内部は密度に比例し固形分は底部にあり、上槽前に十分攪拌し
均一な状態にしても、直ぐに濃度の差は起こる。酒の醪では、固形分がスラリー中に浮遊状態にあり搾りが始まると初期には
ケーク層は形成されず抵抗は少ない濾過状態と見える。さらに搾りが進むと袋中では圧搾状態に至る。酒を搾る工程は、濾過と圧搾
を同じ袋内で連続して行う工程である。
一見旧式に見える桔木(水圧機)と木槽の搾り方式は小型の酒袋多数を用い濾過面積を稼ぎながら、段々に積み上げる事により
装置全体がコンパクトに済み、袋と袋の隙間を濾液の通路として確保し、槽積みから粕放しまで現代の衛生的な作業工程として
馴染みにくく、作業性に欠点はあるモノの理論的には完成されている。大凡現在主流の酒の搾りは、個性的な蔵を除き昭和50年代には、
藪田式へ更新され、更なる改良を重ねて上槽技術は一端落ち着いた様に見える。
【袋搾り】
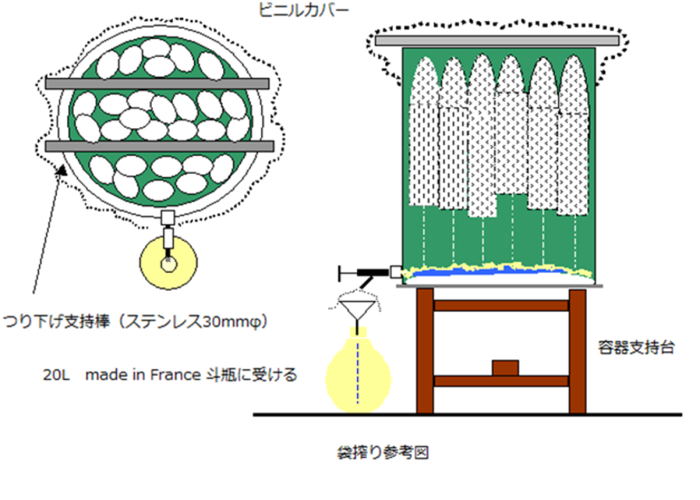
技術の評価は、何処に視点や基準を置くかで内容が違ってくる。酒造現場の搾り機の趨勢は、圧倒的に藪田式が主流となっている。
しかしながら、例えば全国新酒鑑評会や各地のコンテストの出品酒は、新しく木綿で酒搾り用の袋を作ったり、従来のテビロン酒袋
を洗い清めて袋に醪を満量入れて「雫搾(しずくしぼ)り」と称し落ちてくる雫を順番に斗瓶に受け、最初の斗瓶は澱が多く出るが、
順次少なくなる。斗瓶で受けた酒全体を氷り等で0℃以下の低温に下げ、清澄した区分をR瓶に移して出品酒として仕上げる事が普通
に行われている。
桔木の袋積みと決定的に異なる点は、桔木では5~6ℓの醪を酒袋に詰めるが、雫搾りの場合には、満量10ℓ程度を入れないと垂れてくる
酒の量が十分では無い。また、垂れる酒を長時間待つことも酒質の点では不利となる。採取時間は、せめて4~5時間程度に留める方が
品質は格段優れている。1本の壺代に30枚の酒袋で絞った場合、20ℓの斗瓶で4本程度取れ1本目から4本目の分析値にほぼ差は無いが、
微妙に利き酒した味わいは異なる。
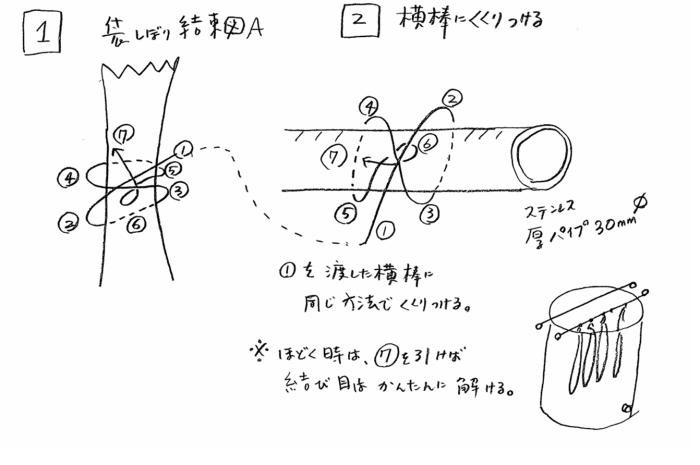
吟醸酒を袋搾りで採取する時には、図の様な結束をすると操作が簡単に行える。この方法は、佐賀県下竈(くど)造(農家)の屋根を稲藁
で葺く時に用いられる結束法であり、足場が気になる場所において片手で行えるし、結びと解き両方に非常に優れ、慣れれば使いやすい。
袋を括る(横棒に留める)紐については、白のナイロン撚り紐(荷造り用)8mmφを適当な長さに切り、両先端を火で炙り末端の
「解(ほつ)れ」を未然に防ぎ、お湯で洗い乾かす。
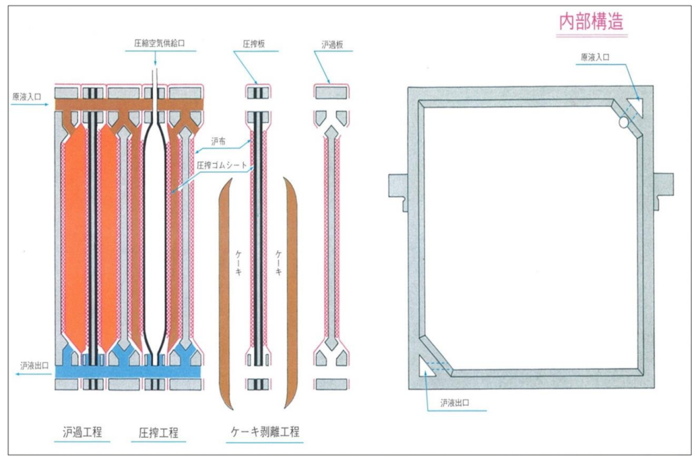
【藪田式自動圧搾機の開発】
藪田式醪搾り機は、昭和38年(1963年)に発売を開始され、その革新性は、醪に対して縦方向へ加える圧搾力を空気圧を利用した横方向に
変える事により、作業効率の向上、作業空間を仕切り小部屋として空調を可能に導き衛生環境を刷新した。さらに上槽工程の全自動化へ道を
開いた功績が業界に瞬く間に普及した原因であり、従来の酒醪の搾り方とは、発想自体が従来法と大きく異なっている様に見受けるが、
醪を搾る時の濾過と圧搾の基礎数値は、従来の桔木搾り(酒袋)とそう違わない。醪を詰めた酒袋の全濾過面積あたりの酒の濾液量は、
意外と少なく30~50ℓ程度に留まるが、粕の厚みを4~5mmに保ち、澄んだ酒の流出量と圧搾時の効率に配慮している。
標準的な作業は、①濾布を被せ粕の厚みを計算した圧搾板と濾過板を一組にしてフレームに装置したレールハンガーに釣り下げ、圧搾圧とは
違う考えの横から強力な油圧ジャッキで濾過板と圧搾板を締め付けて漏れを防ぎつつ、②醪は右上導入部からポンプで注入する。③注入された
醪は濾過板と圧搾板にセットされている濾布で濾され、粕と分離された清澄な酒が左下部の排出路へ収束されて垂れ壺へ導かれる。
この時点は、桔木搾りの水槽に相当する。桔木の酒袋は定量入れれば袋内部で濾過、圧搾工程へ進むが、藪田式では注入された醪は濾布で
濾され酒が減る分だけ注入圧を段階的に加圧させるプログラムに従い注入は進行する。水槽(みずふね)期間に相当する、圧搾までの途中の
期間を長く取る工夫が見られる。④さらに、醪が注入されて終えた時点で醪注入ポンプを止め、⑤次の圧搾工程に入る。圧搾は従来とは全く
異なり、圧搾板の両側に設けられた空気袋にコンプレッサーで圧縮空気が送られる。空気圧を段階的に加圧させるプログラムに従い圧搾圧を
徐々に段階的に高めて行く、桔木搾りに見られる、重し石の数や加圧面積の縮小法と違い、圧力と圧搾時間を自由に設定でき搾りの程度を
調整し酒質もある程度コントロール出来る。最高圧は桔木搾りと同等の7kg/cm2に設定されている。⑥この時圧搾板と濾過板はがっちり
油圧ジャッキで締め付けられており、計算された隙間で濾過工程から圧搾工程に進み、粕の厚みは理想的な4~5mmの整った形の板粕になる。
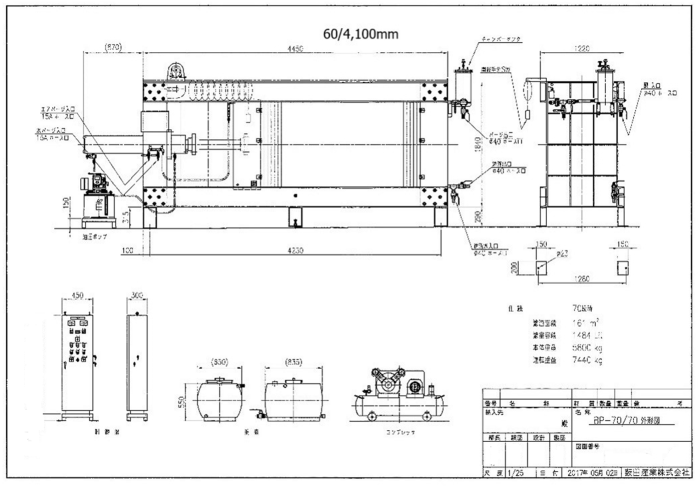
藪田式醪自動圧搾機
濾過板・圧搾板を交互に配置
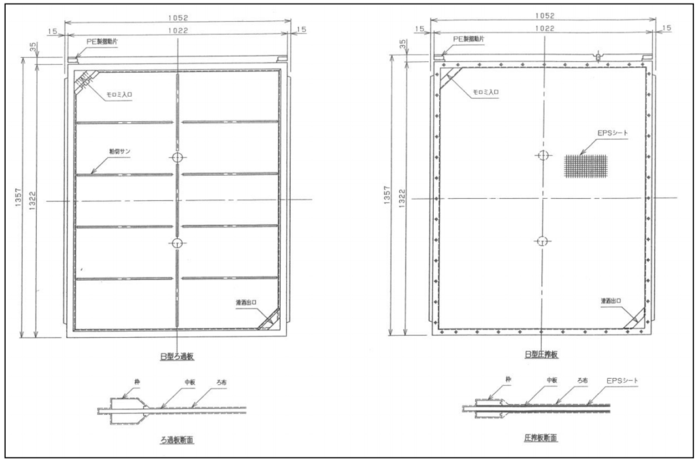
藪田式B板
A板に始まり、B板、そして樹脂板へ
手動開枠から自動開枠、自動洗浄へ。搾り室を仕切り冷房から低温除湿へ
藪田式の上槽と桔木等の上槽で最も異なる点は、澄んだ酒と澱がらみの薄濁りの酒に違いがある。
更により澄んだ酒を得るには上記の様な、少し手間は掛かるが身近な工夫で簡単に実現できる。
【搾りは、清酒醸造の最重要課題】
順調に醗酵した醪もやがて搾られて酒になる。ここまでは良いとして、次の醪を何時搾るか?更に三本目を何時搾るのか?
搾れるようにするか?が一番難しい。仕込計画を立て、白米の払い出し表を作る作業は、大変重要だが、少し慣れれば見よう見まね
でも簡単に表に出来る。一番難しい事は、絵に描いた餅にならぬよう計画を表に沿って仕込み毎の酒質を念頭に置き妥協せず
バランス良く実行する事が出来そうで難しい。それぞれの工程のいずれか難しいのかを比較出来るモノでは無いが、最終的に搾る日
を計画通りに実行する事に異論は無いと思う。級別時代は、凡そ二通り、多くて三つの仕込み区分で済んだが、今は大概の蔵で
少なくて五通りの酒種違いが仕込まれている。昔は数本仕込めばその年の傾向を掴み計画通りに仕込みを続ける事はさほど困難を
伴う事が少なかった。大手酒造蔵と違い、全国的に蔵人の年間雇用が普通となり少人数で小仕込み長期の酒造期間を取る蔵が増えてきた。
そうした状況において、原料米の品種違い、精米歩合が数種類、に加えて複雑に酵母の違い、麹菌の多様化があり、求められる酒種が
多岐にわたっている。いまどき、特定名称酒を日仕舞いで仕込む蔵は少ないと思うが、半仕舞いであれば、搾り機のサイズによるが、
毎日搾るか、二日に一度の搾り日がある。四分一仕込みでは、搾りの間隔は、中3日の内で搾る事になり、比較的醪日数の調整はしやすい。
松本酒造では、1200kg半仕舞いで、醪の標準日数を品種と精米歩合で数種類の分け、グループ化して仕込みを行っている。
26日醪と30日醪の搾り日の調整は、2日の予定日を使い調整を計っている。藪田の搾りでは、空いた日の濾布の管理が最も重要な課題となる。
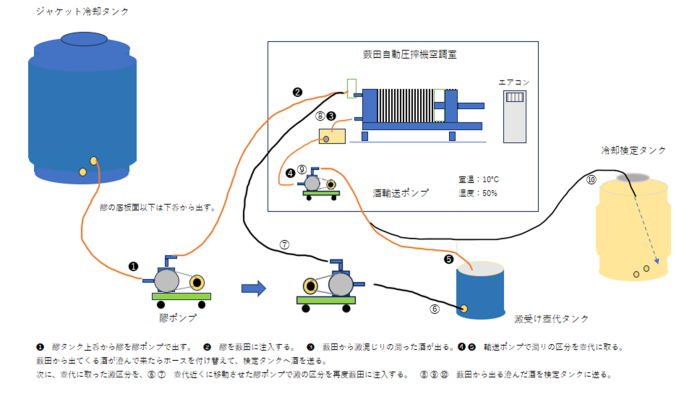
幾つかの工夫により最善では無いが対策を施している。①藪田の搾り機全体を空調した部屋に囲っている。最初は5℃以下に冷房して見たが、
仕込みが進んで来て春先の蔵内の気温が15℃を超えてくると黒カビが濾布の周辺特に下側に目立ってくる。そこで、低温でも除湿できる
パッケージエアコンを導入し湿度に主眼を置き40%、室温10℃以下に維持すればカビの発生や異臭は生じない。

藪田搾り空調
②搾りの予定日が飛ぶ場合は、圧搾空気圧を抜き濾過板を開かずにそのまま粕を留め置き次の搾り予定日まで低温保管している。
搾り作業は進歩し、搾りの工程が全自動化され、衛生環境も著しく改善されたが、濾布や濾過板は最初からずっと同じモノを使い続ける
宿命がある。もちろん濾布の洗浄工程、濾布の取り替え、濾過板、圧搾板の交換も随分と改善され簡単になった。
とは言え、今一度出品酒の搾り方に注目してほしい、なぜその都度新物(さらもの)や手入れした酒袋を用意するのか?品質が一定のレベル
まで達すると、最終的な味のきめ細(こま)かさを求めれば、最終酒を濾す、濾布の手入れにたどり着く、藪田搾り機を用いてもまだ完全には
到達し得ない高みです。もちろん、従来の桔木や水圧機で搾る方法においても当時は袋を毎回洗濯し更新する事は事実上不可能であったが、
今は衛生環境を整え空調室に囲い、始めに数回分の換えを用意し一仕込み分の酒袋を搾りの都度、業務用大型全自動洗濯機を使い洗濯し
整えれば、その当時では夢の様な毎回洗い立ての酒袋で搾る事も簡単に実現した。木槽搾りの欠点は今に至れば、数多くあるが、今も残る
桔木と水圧機搾り機の生存理由は、僅か一つここにあります。木槽内はステンレス張りで二重槽にして循環冷却し、毎回槽(ふね)は洗い清め、
その都度洗濯し清浄な酒袋で酒を搾る事が周辺技術と機械の進歩により酒蔵で現実になった。

全自動洗濯機
酒袋を使う搾りでは、袋の裏側に固形分が捕集堆積し濾過層を形成するまでは、澱混じりの濁った酒がでる。積み始めの袋は
濾過期間になっていても、積み終わるまでの袋は濾過層の形成に至らず澱は出続ける。この点藪田式は、澱の出る期間が極めて短く、
澱の区分を最後に循環すれば、澱は無くなり醸造工程から澱引き作業をほぼ一掃した。
最近では、澱の時代を象徴するタンクに上下2個口がある理由も分からなくなっている。
藪田式においても醪は、濾布の目をくぐり抜けた清酒と濾布に残る粕の二つに分離する。単なる濾過と異なる点は、コーヒーを
ドリップで淹れるときを観察すると、確かに澄んだ茶色の香しいコーヒーと濾紙に残る豆に分かれている。だれしもコーヒー豆の
残渣に注目する人は多分いない。清酒の搾りは、澄んだ澱の少ない酒と更に清酒粕も貴重な食品として回収する事が求められる。
伏見の街を散歩し商店街を覗くと、店頭に「酒粕あります」○○酒造製と書かれた張り紙をよくみかける。ラーメンにも○○酒造の
酒粕がタレに仕込んである。実に良く皆さん、食べられています。
このように、粕を生かすには、「粕剥ぎ」作業も極めて重要な作業になっている。速やかに醪が搾れ、かつ粕剥ぎに要する時間も
出来るだけ短く、粕が濾布に粘り着かないようにパラリと剥げてほしい。澱の少ない澄んだ酒を求める濾過精度と粕放しの時間が
少なく、かつ次回の搾り時間に影響が無い濾布の表面を維持する剥離性能の両面が必要とされる。現場での使い勝手を追求し、
清酒醸造蔵元として自分の納得の出来る機械まで技術を昇華させた事が藪田式の成功に繋がっている。
「知っている」「理解している」と「使いこなす」「結果を出す」とは大きく違う。発案し開発から今日の最新型藪田式に至る道は
決して平坦では無かった。ベストを極めるに、粘り強くベターを積み重ねた結果とも言える。
現場の声を聞き、失敗から改良へのヒントを掴み、一歩一歩現場の作業に寄り添い、濾布の改良、濾過板の改善、圧搾板の接着樹脂臭
の軽減を追求し材料の革新、開閉装置の開発による女性に優しい働き方の方向性など、幾多の改良の結果が今日の清酒の搾り機は、
藪田と言えるまで導いてきた。まさに、機械メーカーが開発した搾り機では無く、酒造メーカーが自分の為に求めて止まない搾り機を
開発し普及させた。シーズとニーズは相反する思考方法だが、極めて上手く両立できている。

旧暦17日 早朝の月 立待月(たちまちづき)
2023年9月は、異常に暑かった。涼しいと感じた夜は僅か二日間、さすがに中秋の名月も
過ぎ空高く澄み月残り、鍵になって渡る鳥の群れを見掛ける。いよいよ造りも始まった。
コラム勝木氏 コラム

勝木氏 コラム
第十九話「搾り」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第十九話です。
今回は「搾り」について現代の搾り技術確立までの歴史を踏まえ、詳しく解説して頂いています。

雪の朝
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



