蔵の朝は早い。6時半の始業だが、全員は6:20分には顔を揃えている。大半はスマホを片手で滑らしている。
5分前に簡単な作業の確認をしてそれぞれが持ち場に散る。室は出麹、切り返し、酒母は品温確認と冷却缶の
出し入れ、原料処理は麹米、酛掛け米、留め掛け米をそれぞれ木甑に張り込む。
醪管理は醗酵タンクのマンホールを覗き、観察、温度確認し、試料採取を行う。槽場は醪ポンプをタンクに
繋ぐホースの接続確認に余念が無い。まだ暗い蔵の屋根上に、霞が薄く広がる初春の空気をまとい、唯静かに
満月がぼんやりと浮かんでいる。
Vol.16では、清酒醸造工程管理の指標の一つであるボーメを計るために従来から使われてきた「浮秤」について
縷々述べてきたが、松本酒造では現在、ボーメ浮(うき)秤(ばかり)でボーメ値を計る事も無ければ、直火蒸留で
得た留液試料の温度を合わせ酒精計でアルコール分を求める分析操作は全くしていない。
仕込み期間中のルーティン分析では、醪を濾布で濾過後採取する迄は同じだが、Vol.17で述べたように、
振動式密度計を採用し、濾液の密度から日本酒度を求め、直火蒸留後の留液密度からアルコール分を求める方法
を漸く続けていたが、京都電子によるSDK分析装置の手動式第1号機が導入され、安全かつ分析時間が短縮され
現在に至っている。酸度、アミノ酸度は、ビューレットで中和滴定し、全ての分析値が揃う11時前後に
「BMD」曲線表にプロットした醪経過表と「A-B」直線表の傾向を確認し、製造部長を中心に酒母、醪、蒸米、
製麹の担当者を集め今朝の作業状況の報告と分析を踏まえ午後からの作業について指示確認を行う。
清酒の醸造工程は、並列バッチ方式で進行する。仕込み後10日間程は、米の溶解程度の見極めが付かず、連続する
仕込みの醪日数を揃え醗酵タンクを順序よく回して行くには、例えば同じ品種、精米歩合が同じとしても微生物相手
では、搾りの周期を守るのはなかなか難しい。更に品種違い、精米歩合の異なる数種類の酒を限定酒として
季節商品需要に応じるには、必ず基本になる醪管理手法が必要になる。
しかし、操作そのものは、単純で品温を上げるか、下げるか、そのまま維持するか、水を加えてエキスの調整を行う
かになる。杜氏のモチベーションは、温度管理により酒質を目標値へ誘導し、搾るタイミングへの気持ちの集中に
よって日々もたらされる。近年、蔵人の通年雇用がすすみ、仕込みサイズを1000kg程度コンパクトにして、
醪の温度管理を徹底し酒造期間を3シーズンに延ばし、蔵人の休日に配慮しつつ、多様化した精米歩合や特徴ある
新旧品種による従来の清酒とも異なる新しい香味を模索している。
醪管理のあり方にも変化が見られ、既に経験と実績もあり、醪の温度経過と日本酒度、酸度を数年分比較する勘と
経験のみに頼る醪管理者では、安定した品質を長期間維持し続ける事は事実上難しくなっている。さらに直近10年間
の原料米「山田錦」では、安定した溶解を示した年は数年に留まる。
松本酒造では、清酒醸造の原点に戻り、正確な密度の分析値(日本酒度とアルコール分)を知り原料米から溶解した
エキス分を求め、3種類の管理手法を組み合わせて日々の酒造りを試行している。
言うまでも無く有機酸組成やアミノ酸組成、高香気成分値などの高度な機器分析による品質管理も重要だが、
日常の醪管理においては、目の前の米の溶解の指標であるエキス、原エキスの理解に基づく品温管理が基本である。
溶ける米を溶かさず、溶けない米をいかに溶かすか、思い描くイメージに近づけるには悩ましい日々が未だまだ続く。

蔵の二階
古い木造の酒造蔵の維持管理は、今後は非常に難しい。蔵の二階部分には、麹室が設置されている。
細かい網戸を抜ける風が行き交うその広々空いたスペースは、洗い終わった様々な布の類いの干し場に使われる。
従来も十分徹底した蔵内の清掃もHACCPによる衛生管理手法の導入にともなう、理念を正しく理解し、
微生物汚染を未然に防ぎ、さらに4VGの発生を防ぐ為に必要な理屈を理解し、正しい実践行動として、
3S[清掃・清潔・しつけ]による更なる衛生管理の徹底が求められている。
【密度と濃度の関係】
1)溶液の単位体積当たりの質量を容積の密度という。(溶液1cm3あたりの質量は何gか?)
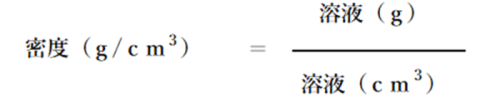
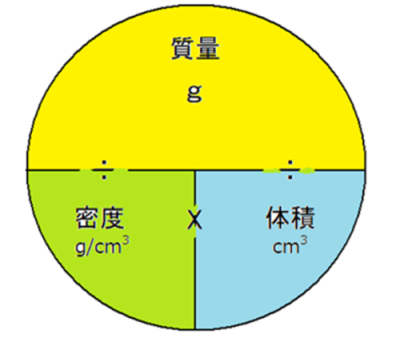
質量と密度と体積の関係図
温度15℃アルコール水溶液
※アルコール水溶液は、質量は変わらなくても、体積は温度で大きく変化する。
アルコールの密度を正確に知るには、温度を15℃にして体積を一定にする必要がある。
酒税法におけるアルコール分とは温度15℃のときに原容量100分中に含有するエチルアルコールの容量をいう。
容積(体積)百分率
従来法では、メスシリンダー、又はメスフラスコで100mLにメスアップし、溶液と容器の全体を恒温槽で15℃に
安定させる操作を必ず行ってきた。
2)先達は、濃度を知りたいと願っていた。濃度とは、「溶液中に含まれる溶質の割合」をいう。
未知の溶液の「密度」を計ることにより、濃度を推定したいと考えたと思う。
Q1. 15℃において、塩化ナトリウムの飽和食塩水は、100gの水に36gの食塩が溶けた。
この時水溶液の密度は、1.2g/cm3であった。
①水溶液の質量%を求めよ。
36/(100+36)×100=26.4 % ―――― 解
この逆を精密に実験し比重値と濃度の関係を追求した。――――― ボーメ度
3)ボーメ度(Baumé degree) Bé= (1 - 1/その物質の比重)× 144.3
アントワーヌ・ボーメは、純水での値を[0]Bé、15%食塩水での値を[15]Béとして、
この間を15等分し、これを拡張したものを重ボーメ度とした。
一方、軽ボーメ度とは純水での値を[10] Bé、10%食塩水での値を[0] Béとして、この間を10等分し、これを拡張
したものである。
当時は、密度を正確に計る方法が極めて困難で、実用的な比重を用いた。
Q2. 20℃の水100gにブドウ糖 C6H12O6 を6.00g溶かした。密度を測ると1.02g/mLとなった。
糖水溶液の質量%を求めよ。
(6.0)⁄((100+6.0)×100=5.67 %)
この逆を精密に実験し屈折率と糖度の関係を追求した。――――― Brix値
4)Brix(ブリックス)値は、果物の果汁やワインなど食品に含まれる糖の含有量を測るために、糖度として用いられる
量の単位である。
Brix値は20℃のショ糖溶液の質量百分率に相当する値として定められている。
ショ糖1 gのみを溶質として含む水溶液100 gをBrix屈折計で測定したときその示度 Brix 値が1%である。
【エキス分】
所定分析法注解によると、(旧版の所定分析法注解には詳しく書かれている)
次式によって算出する。
E=( S – A )×260 + 0.21 (途中の計算においては小数点以下5位を四捨五入し、E値において小数点以下2位を切り捨てる)
ただしEはエキス分(度)
Sは比重で次式により算出したもの
S=1443 / (1443 + 日本酒度)
Aはアルコール分(度)を第2表(酒精度と比重(15/15℃)換算表により換算したものである。
酒税法によるエキス分とは、温度15℃のときにおいて原容量100mL中に含有する不揮発成分のg数をいう。
市販酒におけるエキス分は、4~7の間にあり、その大部分は糖類である。エキス分の測定法には、直接検体を
蒸発させ残留エキス分を秤量する直接法と、検体の比重とアルコール分から式や表により求める間接法がある。
酒類の場合、エキス分だけを測定するということは、まず実際にはないことで、比重やアルコール分は常に
測っており、この数値を用いた算式による間接法が便利である。「エキス分は糖分とみなし、蔗糖で代表させる」
蔗糖水溶液の比重とエキス分との関係を示したものには、Windishの表があり、世界各国で用いられている。
この表から比重 0.960~1.100 の範囲で誤差の少ない係数を選択し260とし、更に補正値を + 0.21とした。
※ エキス分測定法について 川島宏 日本醸造協会雑誌 1960年55 巻9号 p. 569-576
平成19年6月22日に全部改正された国税庁所定分析法では、振動式密度計により検体
及びその留液の密度が測定できる場合は、次式によって計算する。補正値が廃止された。
E=(Ds-Da)÷0.9991×260
ただし、Ds(蒸留前) 及び Da(留液) は、それぞれ検体及びその留液の密度(15℃)で、 E 値において
小数点以下 2 けたを切り捨てる。
【原エキス分】
灘の酒用語集によれば、原エキス分とは、清酒のエキス分と、アルコール分に変化した醗酵前のエキス分の和のことである。
原料米の溶解の指標となり、同じ汲水歩合なら原エキスが高いほどよく溶けたといえる。
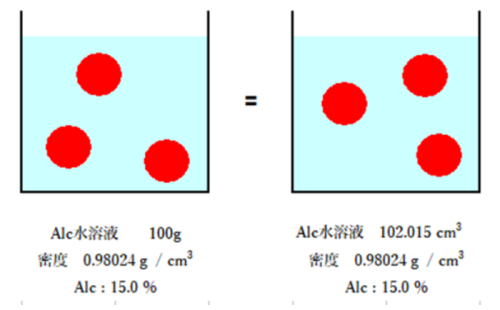
表1. 清酒もろみ中の原エキス・エキス・日本酒度・アルコールの変化
上表の13%低アルコール原酒の経過表から考察を進めてみたい。
エキス分は、醪初期にやや増加するが、アルコール醗酵の進展に伴い減少に転ずる。一方、アルコール分は、
初期から順調に増加する。原エキスも、同様の傾向で増えていく。
醪のアルコール分が15%に達し、数日を経過した後、水を徐々に加水し、酵母の負担を見ながらアルコール分を
目標値に下げていく。アルコール分の低下と原エキス分の低下は連動する。ここで、加水により原エキスは
確かに減少しているが、醪全体の液量として見れば、仮に原エキス個数という考えに基づけば、
原エキス×醪液量=原エキス個数は増加している。すなわち、原エキス個数の持つ意味は、使用した白米から
どれだけの糖を得る事が出来たかを示している。単醗酵のワインや並行醗酵のビール醸造における原エキスの
持つ意味と、清酒の並行複醗酵とは、およそその意味合いが異なる。
原料白米から徹底してエキスを回収し原価の低減を計る経営もあれば、どの程度米を溶かし、また醗酵を調整し、
粕として残すか清酒醸造の懐の深さは、吟醸造りに見る溶けやすい米をいかに溶かし、溶かさず、味のキレ細やかさ
に求める。様々な品種、また同一品種の米も原料水、使用酵母、製麹や留め迄の汲み水歩合、醪の温度経過などの
仕込みの方法で異なり、それぞれ1200場程ある全国各地の蔵の技術の方向性が示され興味深い。
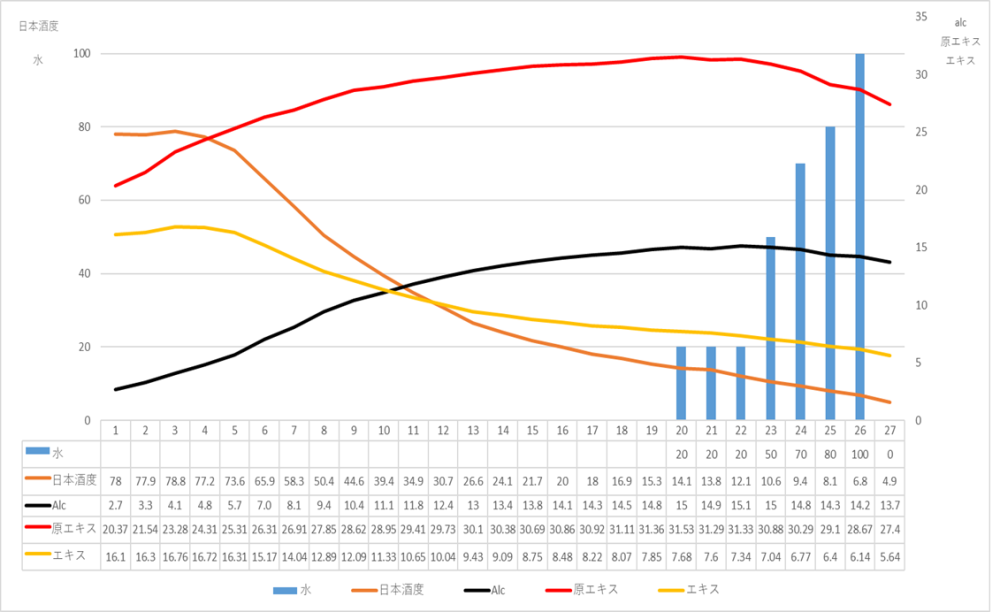
A B C D
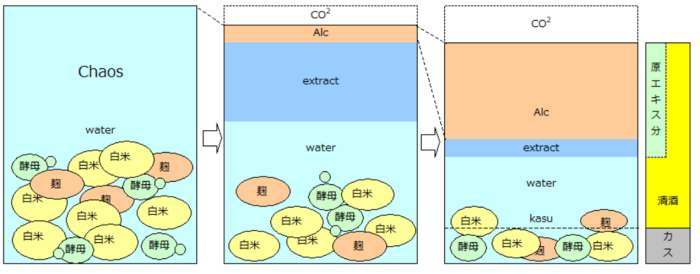
醗酵中の原エキス・エキスのイメージ
※A: 留仕込み直後は、麹の酵素も酵母の活動もゆっくりで、カオスの状態。
B: 醗酵が進めば、蒸米も麹の酵素で溶解し「エキス」となり、「エキス」を酵母がアルコールに換えていく。
C: 醗酵の進展に伴い、炭酸ガスとして大気に放散され、全体の重量は減少している。
アルコールの増加に伴い、エキスは徐々に減少する。
D: この状態で搾れば、清酒と酒粕に分離され、原料水を除く、アルコール分と残存
エキス分、この二つの合計を原エキス分といい、原料米からもたらされた成分となる。
【原エキス分の求め方】
原エキス分は次式によって計算される。
原エキス分=エキス分 +(アルコール度数×0.7942)× 2
※ 従来は、100%アルコールの比重は、0.7947(15/15℃)としていたが、JIS B 7548:2009により0.7942とした。
原エキスの計算に大きな影響は無いと思われる。
原料米から溶けた糖分=糖分+アルコール分を既に使用された糖分として逆算した糖分ゲイリュサックの醗酵式から考える。
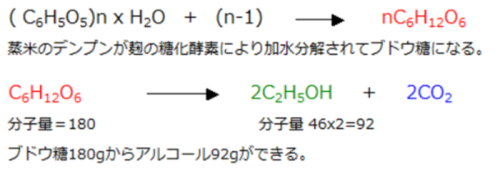
※ アルコール1gを作るのに必要なブドウ糖は、ほぼ2gである。
清酒中のアルコール度(容量%)にアルコールの比重(15/15℃)0.7942を掛けアルコールの重量を計算し、
2倍した数量がアルコールへの変化に要した糖分量となる。
【PCソフトで対応】
振動式密度計、ノートパソコンが普及した現在、表を読み、複雑な計算式を電卓で計算する事も今となっては煩わしい。
PCのデスクトップに置く「原エキス計算機」を示す。
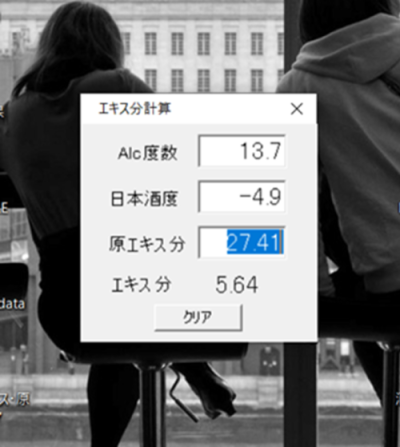
原エキス計算機:九州酒造研究会作成アプリ
清酒醸造が他の醸造酒と最も異なる点が併行複醗酵と呼ばれる原エキスの推移となる。
ここで現酒類総合研究所の前身である「大蔵省醸造試験所」創設時に掲げられた「清酒の品質及び醸造方法を改良する目的」
に注目したい。10項目あるが、
①清酒醸造の方法を改良すること
②四季醸造の途を開くこと
③清酒醸造の安全にし腐敗の憂なからしむこと
⑤原料処理の方法を改良すること
以上4項目を合理的に達成した醸造法が清酒の液化仕込法として実現された。ビールの醸造は、最初に麦芽を液化し麦汁にした後、
酵母によりビールになす。清酒の液化仕込みでは、先に白米を液化し、更に液状の醪を麹で糖化しつつ酵母で清酒になす。
原エキス管理の方法としては非常に優れており醗酵管理による再現性は極めて高い。
しかし現時点で唯一の欠点は、吟醸酒としては完成度がいま一つな点である。
【ビール醸造と清酒醸造の醗酵経過・原エキスの違い】
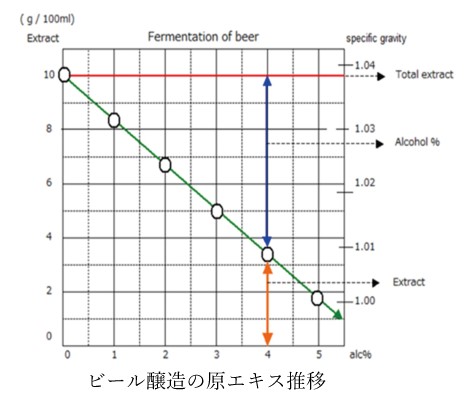
左上の図は、ビールの醗酵(原エキス分が一定)で、初発エキス分 10%麦汁を醗酵させた場合のアルコール分
の増加とエキス分の減少を表す。
よく見ると、原エキス分は一定で変わらない。この図で解るとおり原エキス分とは、ある時点で既にアルコール分
に変化したエキス分と、まだ残っているエキス分との合計をいう。
醪最初期から全部のエキス分(原エキス)があり、次第にアルコール分に変化する。
その時点での醪の密度を読めば、その時点のアルコール分と最終のアルコール分の生成を推定できる。
さきに説明したように単醗酵酒のワイン、単行複醗酵のビールのように、醗酵の開始時点で醗酵期間中で使用可能
な全エキス分(糖分)が既に存在している酒類のエキス分管理は、比較的容易と言える。
しかし、上右図の清酒醸造工程は、併行複醗酵と呼ばれ、醗酵中のもろみ中で、麹による糖化と酵母による
アルコール醗酵が同時併行して進行する。相反する二つの酵素反応を温度管理を主体に行う極めて特殊な醗酵形態
を取っている。従って原エキスは徐々に増加する。
従来、清酒醸造工程管理においては、Béは比較的少ない30mL程度の試料でも浮秤で計れたが、正確なアルコール
分の測定には、最低110mLの分析試料を必要とした。醪経過がある程度進行して、米の溶解も進むと、分析濾液の
採取も随分と楽になり、液量も早く多く取れて、精度の高い大型浮秤に対応できた。
経験上アルコール分10%程度、もろみ日数で10日目位以降でなければ、事実上正確な測定は不可能に近かった。
しかし、より精度の高いもろみ管理を行うには、仕込み直後2日目から比重(密度)とアルコール分を正確に測定し、
エキス、原エキスの状態を把握することで、原料米の溶解程度がより早く正確に認識でき、必要であれば水で薄める
事も可能であろうと推測されていた。
身近に醪の分析が2日目から測れるようになったSDKを用いた実際の醪管理の方法の実例を示し説明したい。
【醪管理の実際】
現場で醪を管理して行う作業は、温度操作と醪和水の二つが主な作業になる。かつて大半の蔵は、仕込み配合が
「イ」「ロ」の二つで済み、普通アルコール添加酒と三倍増醸酒の時代は、杜氏さんの手控えの手帳には、
仕込み号毎に朝夕の醪温度、ボーメ(日本酒度)、酸度と2日毎のアルコール分が表で記入されおり、経験と直感
に合わせ過去の仕込みとの醪の日順と分析値の比較でほぼ事足りた。
しかし、九州におけるBMD曲線法の積極的な採用の理由は、気温が高い福岡、熊本、佐賀の各県酒造組合が
醸造試験場を独自に建て、いち早く安全醸造の対策と得られた技術の普及に努め、合わせて九州杜氏組合の
夏期酒造講習会で高温糖化酒母と合わせ吟醸酒の再現性ある造り方として広く認識され確実な結果を残した。
級別廃止に伴う「特定名称酒」とりわけ純米酒、純米吟醸酒をいかにして査定させ再現性を高めるかという
積極的な醪管理手法として更に実用化と解析が進んできたと振り返る。
最近のより具体的な醪管理の実際は、毎日定時に醪タンクから醪を取り、濾布で濾して濾液とした上で、
ボーメ値(日本酒度)、アルコール分、更に酸度、アミノ酸度を分析し、日々の数値の変化を数種類の醪管理法
により、品温のコントロールと水を加える操作で管理している。
今までに先人達の創意工夫により何通りかの管理手法が編み出されてきた。
幾つかあるが、実際に松本酒造において使用している数種類を取り上げてみたい。
一つの手法で醪期間の全て把握することが難しいので、実際には3種組み合わせて用いている。
❶ BMD曲線管理法は、九州ではもっぱら熊本酵母による「高温糖化酒母」と併せ吟醸酒の醪管理に使用されてきた。
(株)熊本県酒造研究所の萱島昭二先生により日本醸造協会誌に二度詳しく解説記事が掲載された。
特徴は、ボーメ度と醪日数を掛けたBMD数値を日順毎にグラフ上にプロットしていく。
日々の作業は、当日欄の上方にある右肩上がりの斜線の交差上に日本酒度数値をプロットし、前日のポイントと結ぶ
だけで良い。描かれる山形のカーブの上がり方と最高のBMD値から下り始めた時点と最終上槽目標値の間に予め予定線
を引き醪の品温を調整し上槽日へ管理していく。しかし、山の登り始めは、どの醪も同じに見えて差が明確に比較できず、
最近見られる醪の前半から早い時点で原エキスを薄める早期和水を行う仕込みには使えない。
さすがに、9号系酵母等、従来の吟醸仕込みでは、山の下りの醪後半では、傾斜が拡大表示されボーメの切れ具合が非常
に解りやすく使い勝手に優れており初心者には特に管理しやすい醪経過表になっている。
また、数年分のデーターや、他社の醪経過など多数を比較する時には、縦横の比率を同じにしたグラフにして比較する
必要がある。全体のイメージ、山の形状から視認性は極めて高い。
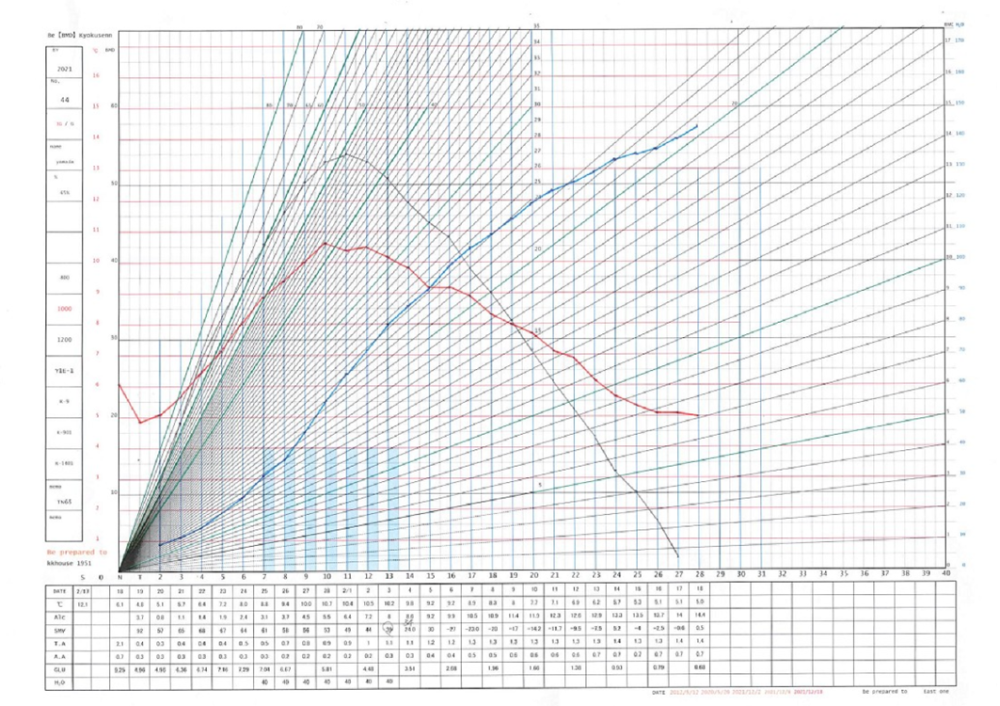
黒線:BMD 赤線:品温 青線:アルコール分 青棒:和水量
https://www.jstage.jst.go.jp/article/jbrewsocjapan1915/55/12/55_12_818/_pdf/-char/ja
https://www.jstage.jst.go.jp/article/jbrewsocjapan1915/61/1/61_1_12/_pdf/-char/ja
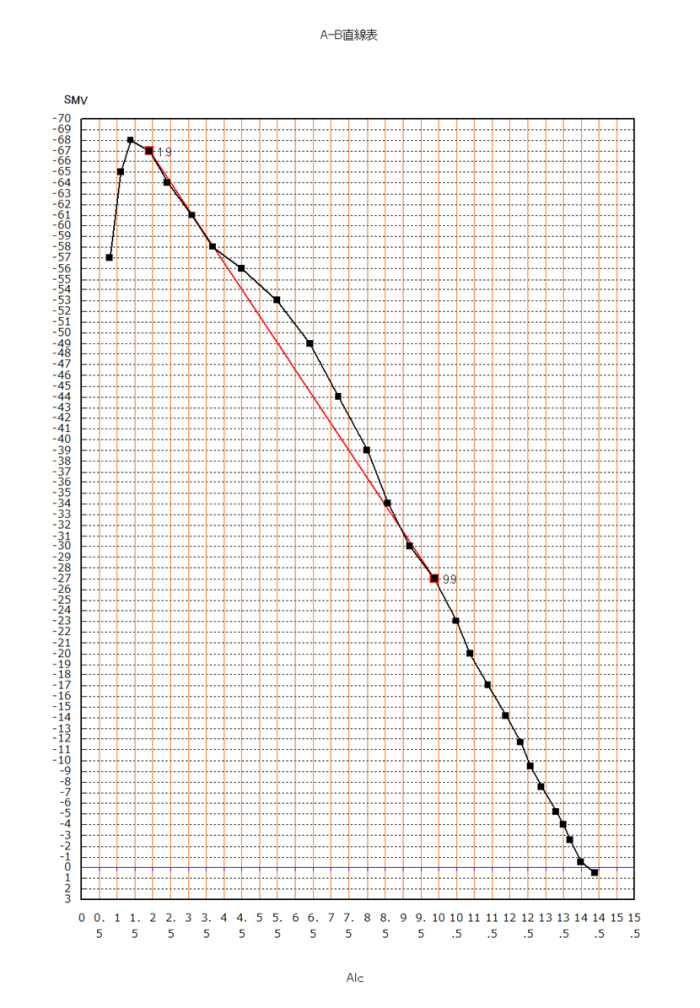
❷ A-B直線管理法は、広島県食品工業試験場西条支場(当時)清水剛先生により醸造協会誌に発表されている。
BMD曲線管理法と同様に、A-B直線管理法も開発当時に想定されていた酒造に要求される醪管理の状況は、
今とは随分異なってきている。背景には特定名称酒に移行したことを主因として、高香気成分生成酵母の開発、
高グルコ生産麹菌の開発による醪管理の内容が従来とは違ってきた。
醗酵をより精密に管理しなければ最終的な熟成へ導くには、単なるBé、アルコール分の比較による直感や思いつき
では醗酵経過の再現性が伴わない。精密な醪管理を行うには、醪の最初期2日目から日本酒度とアルコール分を正確
に求めエキス分管理を行うことが安定した造りの必須条件になっている。具体的には、グラフの縦軸に日本酒度を、
横軸にアルコール分をとり、醪の2日目からプロットする。基準線をどこに取るか思案するが、慣れれば自然に解ってくる。
BMD曲線は醪後半を非常に詳しく管理出来るが、A-B直線は逆に醪前半は極めて良く表示できるが、上槽前は数値が詰まり
判別が難しい。醪前半に和水でエキス分を薄める造り方を行うには、この方法が優れており2日目からのアルコール分の
分析を行い、理解するべく努力する人は、やがて手法が身につき、イメージする造りが再現できる。
https://www.jstage.jst.go.jp/article/jbrewsocjapan1915/57/11/57_11_992/_pdf/-char/ja
グラフを参考にして、自己の醪をプロットしてみる事が大切である。あくまで考え方を参考にすべきで、
よその例を丸ごと真似てみても必ずしも上手くいくとは限らない。
しかし、実行してみて繰り返し情報をフィードバックさせれば、見えてくるものがあるはずである。
現代は、PC中でもエクセルが非常に便利に使える。エクセルの作表作画機能は素晴らしい。
BMD表もA-B表も簡単に作れる。しかしながら、本来は紙にプリントし鉛筆による予定線の記入から始まる。
日々の分析値で予定線を引き直す操作が酒造の目標により早く近づく。造りが終わり、夏期に呑み切りで
個々に酒を利き酒し、前期の作り全体を総括解析し手控えのメモと合わせデーターとして残すにはエクセル、
ワードは実力を発揮する。
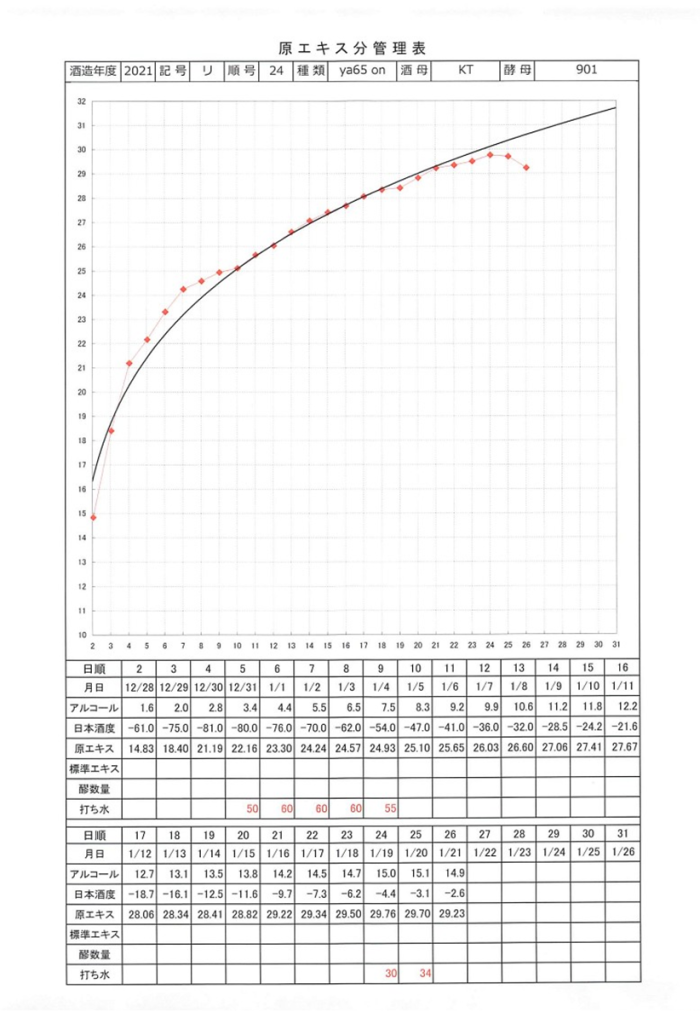
❸ 原エキス管理表は、九州酒造研究会技術委員会で2007年に作成されたPCアプリである。
この先酒造(つくり)は、純米酒中心に進んで行くと考え、原エキスの推移を早く確実に表に表すアプリとして
試作してみた。
①表の下の欄に日順毎にアルコール分と日本酒度を記入すれば、自動的に作表する。
②応用操作として、過去の優良醪経過を標準曲線として表示できる。
③さらに、6種類の醪経過を同じ表に重ねて表示できる機能があり、例えば数年分の同一産地、同一品種、
同一精米歩合等条件を揃えれば、各年度の溶解程度が比較できる。原エキスは、単なる日本酒度、アルコール分
とは異なり米の溶け具合を確認出来、知れば知るほど、噛めば噛むほど味が出て清酒醸造の奥の深さを実感できる。
BMD曲線やA-B直線で醪を管理する。実際に醪を管理すると言っても出来る事は非常に限られてくる。
基本は品温管理と水四段として加水する。背景にある原エキスの動きを見れば、維持すべき醗酵温度、
また溶けすぎた場合の早期の希釈のポイントが導き出される。A-B直線と併せて管理すれば更に良く見える。
いろいろな蔵の設備を見て思う事は、甑や製麹分野に予算配分の重点が置かれている。
オペラに例えれば、三通りの醪管理手法を用いて精密な温度管理を行うにも、最も肝心な醗酵タンクの温度制御
が十分機能する伝熱面積(舞台)を必要とし、タンク直径と深さで決まる縦横比に配慮し、合わせて醗酵室(観客席)
全体の空調にも予算を割くべきである。酒はタンク内の液中で麹由来の酵素と酵母(主役)の酵素反応で
アルコール(アリア)が生成される。律速している醗酵温度管理に最適なタンク形状がある事実への理解が最も不足している。
劇場(蔵)は観客のアンコールにより最高のプリマドンナを生み育む。
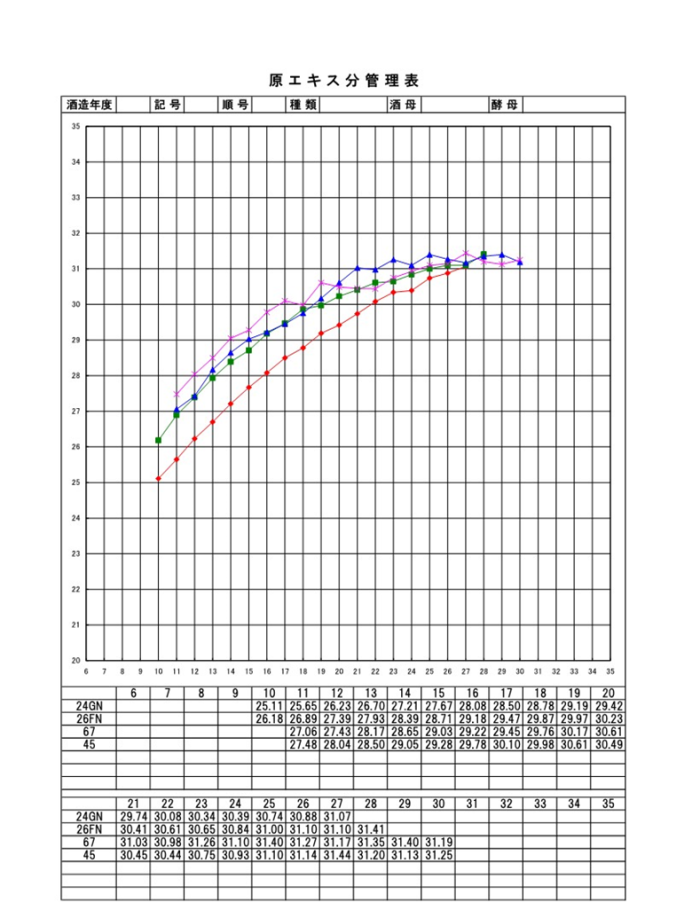
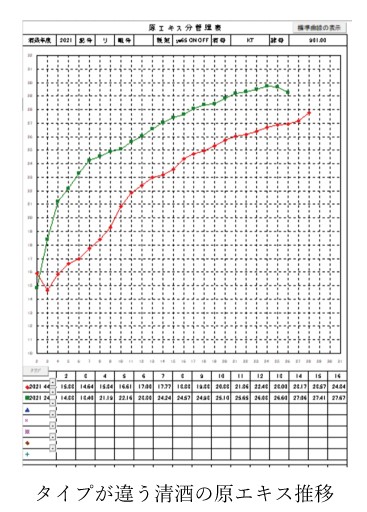
仕込み時期が異なる4仕込の原エキス比較
仮に醪の最終アルコール分、日本酒度を一定とすれば、何れの仕込もほぼ同じ原エキスを示す一点に収束する。
結果から見れば清酒の醪管理とは、知っていても、知らなくても、そのようにすべく品温と和水で操作していると言える。
それぞれの蔵で留めまでの汲み水歩合が異なり、単純に比較しても難しい。
本来は原エキス管理から自社の標準曲線を求めトレースすることから始めるのが、醪管理の最も安定した方法となる。
商品の価値を決めるのは消費者であり、整った設備、高価な分析装置や精密な分析値では無い。目標とする作りたい酒を
安定して醸し、蔵出しされ製品を消費者が賞美してはじめて価値が生じる。
【必要なモノを手に入れるには】
原理や理屈は、早くから知られていても、世の中の現場でそのシーズ(Seeds)が実用化されるには、取り巻く環境の進歩と
ニーズ(Need)であることがよく理解できる。しかし、単に時間が過ぎゆくままでは、原理は使えるまでに成熟しない。
例をラジオに取れば、自分が望む番組を直ちに聴くには、昨今はプリセットでボタン一つで選局できるが今でも、海外の短波
ラジオ放送をアナログ受信機で聞く場合に経験する、電波をロングケーブルアンテナで受け、同調回路で電波信号として
ダイヤルを回して探し出し、検波回路で音声信号に換えて始めてBBCのニュースを明瞭に聴くことが可能となる。
いたずらに感度を上げれば、ノイズも増える。原理の実用化を図る過程は、必要とするニュース、人の話、論文を開いても、
自らチューニングし同調し、理解し消化しなければ、実用化に至る最初の一歩は始まらない。
【SDKは九州から始まり京都から世界標準へ】
従来の分析法では、酒母や醪から採取するサンプル量をたくさん取らないと十分なアルコール分析に用いる濾過された
サンプル量が足りない。その点SDKを使えば、分析に必要な醪の採取量が減る。踊時期のアルコール分析が重要だと認識
していても実際に全ての醪で実行出来るかは、甚だ疑問であった。現在では、踊りや留後翌日のアルコール分析を実施
している蔵も多い。SDKでは、もっともアルコール分の分析に着目すれば、必ずしも酒母や踊時期、醪においても「濾液」
で無くとも直接半固体状態のまま、「重量パーセント」で十分精度良く分析可能である。SDKの発想の始まりは、果実
「メロン」「ぶどう」に含まれるアルコール分をいかにして測定するかを考え続け水蒸気蒸留法で道が開けた。
現在では、コロナウイルス感染症で普及した「水分を含むティッシュ」のアルコール含有率の分析や意外に多いアルコール
を含む菓子類例えば「洋酒を含むボンボン」に含まれるアルコール分の食品表示、コロナで巣ごもり需要が高まった「生麺」
の保存用アルコール分の工程管理を始めとして意外な分野で利用されている。
しかし、身近にあり品質管理室のルーティーン分析では全く気になっていないビールのアルコール分の精密測定は、炭酸ガス
を大量に含んでおり、その脱気に時間を要し、真実のアルコール分が測定できているか甚だ疑問が残る。
低温で醗酵させる吟醸酒においても、酵母が出す炭酸ガスが想像以上に多いため同様の経験があり、SDKの開発当初はガスを
多く含む濾液の分析に戸惑った経緯がある。最初にサンプルの密度を計り、重量から体積に変換する。ここで炭酸ガスを含んで
いると密度が正確に測れない為に分析値にバラツキが生じる。また酸度やアミノ酸度の滴定においても変色点が見えにくい。
そこで、SDK重量パーセント直接分析法は、食品全体を簡単で正確な数値を得るアルコール分の分析という観点で見ると、
従来のしがらみを全て捨て、これらの諸問題を一気に解決する魅力を秘めている。味噌や酒粕、漬け物などの醗酵食品は一定
重量丸ごと計る。清酒においては酒母や醪そのまま固形分を含んだままを一定重量取り、含まれているアルコール分を、
ビールにおいては泡を含めビール全体を「SDKアルコール重量パーセント」法を採用すれば試料の事前調整なく正確に誰でも
手早く測れる。
SDKの魅力は、密度計と重量法を組み合わせて、単純に酒母、清酒のアルコール分析の合理的な測定法開発から始まり、
酒税法におけるアルコール分析法として認められ品目追加を順次すすめ大凡全品目が摘要されるまでに拡大した。
ここで、濾液から重量法を使う「容量パーセント」でアルコール分を求める方法と合わせ、更にもう一つアルコールを含む全ての
物質から「重量パーセント」でアルコールを求める方法として有効性を確立できれば、アルコール測定法の新しい「メソッド」
として世界標準として認められる可能性も見えてきた。これから先の道のりは、使う人達の考え方、Need次第で開けて行くであろう。

桜の紅葉
「鴨川縁の桜の紅葉」
【 閑話休題 】酒類総研醸造講習
2023年5月30日にコロナ以来久し振りに「酒類総合研究所」に足を運んだ。昨年はWebで実施されたが今日は、
講習生を前にして午後に第117回酒類醸造講習の授業があり講師として参加した。
研究所に入ると正面ガラス吹き抜けにリーフレットのスタンドがあり、NRIB、お酒のはなし、と並んで
独立行政法人酒類総合研究所のパンフレットが目に入った。裏面に沿革史があり、明治38年(1905)に
東京都北区滝野川に大蔵省醸造試験所として開設され、翌年直ぐに醸造講習を始めたと書かれている。
118年間で117回実施された実に息の長い醸造講習になる。今日の講習も含めその都度思い返す言葉に、
私の師の言葉に「人は育てる事は出来ない」「教育では人は育たない」と言われた時を思い出す。
亡くなられた今も不思議に思っていたが、人の技を「技術」と「技能」の二つ分ければ、技術は図面や
論文など形として残り他に伝達、移植できる。一方「技能」は本人のみに宿り他に移植はできない事かと
考えた時期もあったが、時の経過と供に本質が腑に落ちた。教育やトレーニングコーチは必要であり、
技術を理解するには基礎的な学習は必須である。また技能の習得も人それぞれに差はあるモノのやがて、
自分自身が課題を見付け、学習し選択し自身の潜在能力の存在にたどり着く。
「早く自分で気が付きなさい」教育の到達点は、同じ事を教える事から始まるが、個人それぞれ取り巻く
環境や体験、学習の目的の異なる生徒個々に潜在しているであろう、「心に埋もれている種火に点火する」事と
思えるようになってきた。思い起こせば当時も、今でも最高の先生であったと思いつつ東広島から新幹線に乗る。

伏見堀川沿い満開の桜
「ただ過ぎるに過ぎる物。帆をあげたる舟、人の齢。春夏秋冬」 枕草子
【 閑話休題 】日本酒度
日本醸造協会誌のバックナンバーを読み直す時に[ j-stage ]が大変便利で良く利用している。
日本酒度について、誰がどの様にして考え実用化されたのか調べていたが確実な文献を探せないでいた。
あるとき第74巻(1979)第9号に掲載の“醸造試験所の75年を回顧して”を読むと、坂口 謹一郎(名誉会員)、
山田 正一(15)、鈴木 明治(16)、 外池 良三(17)、村上 英也(18)、野白 喜久雄(19)、大塚 謙一(20)司会
による歴代所長らによる試験所開設から当時に至る座談会の様子が紙上に掲載されており、中程の記事に探し
ていたヒストリーを探し出した。
山田:------ 鹿又先生が原エキス説を出したのに向こうをはって科学的に(官能検査)
をやろうと言うことで------。
鈴木:杉山先生も入っておられますよね。それと、酒メートルというのは誰がやったん
ですか。
山田:山本宇三郎さんです。
鈴木:初めは、プラス、マイナスがなかったようなきがするんです。やっぱり水をゼロにした方がいいという
ことから、プラス、マイナスになった。
坂口:私が聞いたのは、ボーメの軽い方を間違って使ったので、プラスとマイナスが逆になっちゃった。------
坂口:ああいうことは鹿又さんが好きだった。山本さんは計算がお得意で。
このように、歴代所長氏の座談に登場した。
ここに参加されたメンバーは、私は若い時分にそれぞれに、お目に掛かり話しを伺ったことがある。
皆さん独特のオーラを持っていらっしゃった。
山本宇三郎で検索すると、例えば日本醸造協会雑誌1941 年 36 巻 1 号 p. 69-67には、
清酒メートル度数の温度換算に就いて:山本宇三郎とある。
KORIN ZENSHO 16 清酒工業 山田正一著 昭和41年10月25日発行 光琳書院
第16章 清酒醸造技術に寄与した人々 p229 には、
山本宇三郎(1903-)東京都 大高工機大14 技官(東京局、醸造試験所)
日本酒造組合常務理事歴任、日邦厚材常務 計算にあかるい。と記載されている。
コラム勝木氏 コラム

勝木氏 コラム
第十八話「エキスと原エキス」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第十八話です。
今回は、エキス分について詳しく解説して頂いています。

早朝仕込み前
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



