我が国の伝統の醸造酒である清酒醸造技術の中でも精米工程、精米技術は特異な分野である。米の持つ植物の種子として本来必要な、外皮、胚芽等を強制的に剥ぎ取り内部の澱粉質により近接し「美味しさ」を求める人間的な本能の所産と言える。精米した米を用いる清酒仕込み方法に関する最初の記述は、古いお坊さんの日記「多門院(たもんいん)日記(にっき)」※1に書かれている。その「諸白(もろはく)」造りの流れを今に受け継いでいる。諸白とは、使用原料米全体で「麹米」は20%あり、澱粉を糖化する酵素を作り、「掛米」は80%あり、麹の酵素により糖化され、アルコールに変化する原料区分を示している。この両方を精米してより美味しい酒に成す改良された製造方法が書かれている。それ以前は、「片(かた)白(はく)」といい掛米のみ片方を精米し酒造を行っていた。
※1多門院日記:文明10年[1478]~元和4年[1618]にかけ奈良の興福寺の末寺である多門院において三代の坊さんにより書き継がれた近畿地方一円の四方山話の日記。

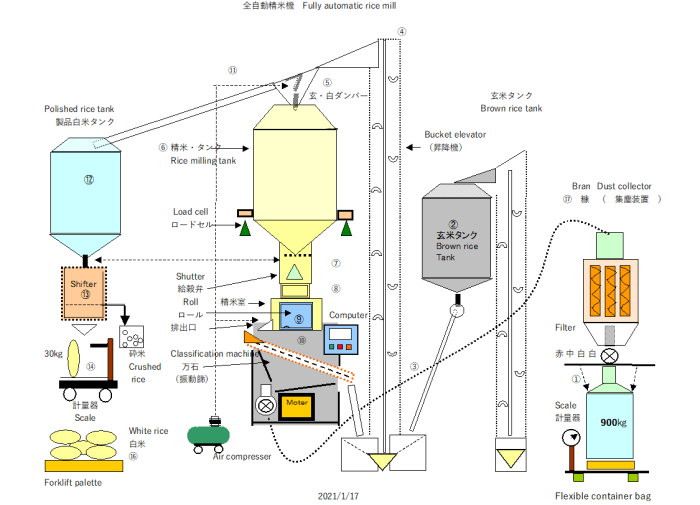
Photo:900kgフレコンバッグ玄米の搬入 2020.11.28
醸造用玄米検査証明書: 品種 兵庫県産 「山田錦」:等級 特上
Photo: Inspection certificate: Hyogo Prefect. Yamadanishiki [ Extra special ] 2020.11.28
清酒醸造における精米は、人力による足踏みによる「臼」を使い実用化された。江戸時代を通じ「寒仕込み」が定着し、その過程で、やがて川の流れを動力に求めた水車精米により大量の白米を得る事が可能となり清酒は近代化の一歩を踏み出した。明治時代に入ると税収の一翼を担い全国に中小の酒造場が広がっていった。しかし、必ずしも冬期に水量と流速がある川に恵まれない酒造場も多かった。動力源にガソリンエンジンが試用され、最終的に電気モーターを用いる現在の精米機のスタイルが完成した。駒状に整形焼結された研削砥石を精米機室の円筒の中心でモーターにより変速回転させ上部タンクから玄米を落とし重力による縦方向の圧力と遠心力で壁へ押しつける合成した圧力を出口の抵抗板で調整し米を縦と横に回転させ玄米の表面から糠の成分を削り落とす制御方式で「竪型精米機」と呼ばれ独自の発達をしてきた。精米機の心臓部に当たる研削砥石の進化には、戦艦大和を進水させ、その当時東洋一の造船施設を誇った「日本海軍呉工廠」の鉄工切断や研磨に用いるcarbonrundumの応用に起源がある。現在醸造用精米機メーカーは、新中野工業、サタケ製作所の何れも広島県を発祥地としている。その後も精米機は進化を続け、現在では全自動コンピューター制御を導入し、研削砥石も新中野工業NF-20FAには、人工ダイヤモンドロールを採用し、またサタケ製作所EDB40Aには、cBN:立方晶窒化ホウ素「cubic Boron Nitride」からなる何れも人工化工物を砥石部分に採用し精米精度と効率化を非常に高めている。最近にわかに注目される精米方法に古い技術の実用化が図られた「扁平(へんぺい)精米(せいまい)」がある。従来の玄米をラグビーボール状の原型に削る方式から、玄米の外側部分に偏在する醸造に適さない成分を有効に削るために見かけの形状が薄平たい「扁平」になる事から名付けられた。主に「掛米」に使用される。扁平精米の実用化には、旧千代田エンジニアリング「桜号」の設計をベースとするサタケ製作所のEDB40Aの方が優れており、ロールの形状とロール直径の大きさから周速度に優れていて精米効率が高い。全国の酒造場には、1960年位までは、敷地内に精米工場を併設稼働させていた。しかし、今日では、精米工場を稼働させている酒造場は全国に1,200場程稼働している蔵の中で100場程度に減少し、酒造用の精米を請け負う専業の依託精米業者にゆだねる蔵が大半となっている。
精米の精度を高めるには、砥石の形状は最も重要です。
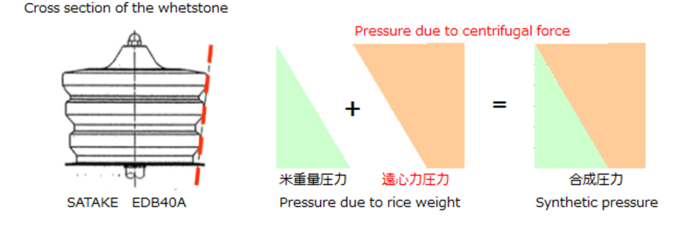
研削砥石(Roll)の形状は各種考案されたが、旧千代田エンジニアリング式の逆円錐台の形状が効率と精度両面に優れている。
松本酒造では、サタケのEDB40を採用し自家精米を行っている。精米に用いる原料米は、酒造好適米として晩稲品種として、兵庫県東条町の「山田錦」と早生品種として富山県南砺町の「五百万石」、を使用し精米を実施している。今期は10/2より精米を始め12/29まで97回の精米を行い1回平均1,360kg(1,800kg~1,200kg)の張り込みで終了した。使用した玄米は、132,000kgで精米時間の合計は、1,710時間、白米77,800kgを得て精米歩合は総平均58.9%となった。基本的な運転操作は、午前中に前回の精米で出た糠をフレコンバッグに収容する。
午後、次の精米を始める。運転は全自動で設定の目標値に作動する。次に精米が終了した白米はシフターで分級され、完全粒のみを30kg毎小袋に取る(原料白米)。その後次の精米の準備として玄米を「石抜き機」を通し原料米予備タンクへ張り込む。この操作もリフトを使いフレコンバッグに入っている玄米をエレベーターのホッパーへ入れればその後は全自動で動く。
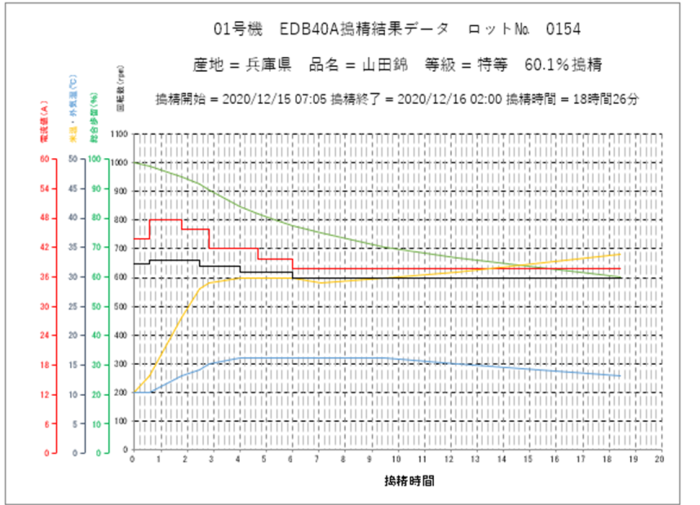
このグラフは、精米機の中に格納されているNo,154の精米データーを表示している。
精米の進行時間に応じて、精米歩合、精米機電流値、米穀温度、精米室温、とロールの回転数が記録される。1,321kgの山田錦を18時間26分かけて、精米歩合60.1%に仕上げ、白米793kgを得た事が記録されている為に後で、ロット毎の精米精度の比較検討が可能である。手動の操作で精米を行っていた時代に精米機の操作が高度な技量を必要とした点は、昼間の運転から夜間、特に朝の明け方にかけ急速に気温が下がる。気温が下がり始めると精米機を循環し削られる米の流量が変化し、ロールにかかる圧力負荷が不規則に変動し砕米の発生を誘発する。その為に精米工は夜間不眠不休で運転操作を行ってきた。新中野工業NF-26全自動精米機の開発により夜間無人の運転が実現し、高精白時代を切り開き、酒造作業の労務改善にもたらした恩恵は計り知れない。精米機の進化が無ければ、今日主流となった純米吟醸酒全盛時代は花開くことは無かったであろう。

Photo:精米所外観 高瀬川沿いからの蔵全体の景観に合わせデザインされている。2020.12.02
左から、空瓶場、精米所、冷蔵庫、製品瓶詰所、仕込みをしている「大黒蔵」ボイラー煙突。

Photo: 建屋は、強化集成材で構成され、明るく作業性に優れ外部へ塵や騒音は無い。2021.01.16
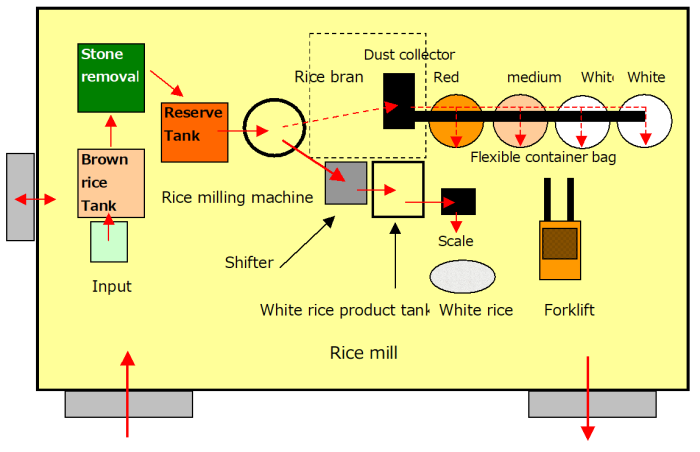

Photo: 精米機の心臓部、内部にcBNロールが内蔵されている。ロールの直径は24inch。
左側の操作盤で全ての操作を指示する事ができる。内部のデーターは、USBで取り出せる。
清酒醸造はあくまで原料の白米を洗って、蒸し、冷やす「蒸(むし)米(まい)」が真のスタートとなる。
白米の化学的内容成分が重要である事実もさることながら、米の物理特性を担保する「粒体」としての利点は、「精米機」から導かれ「精白米」が最も大切な真の原料となる。しかし、残念なことに「精米技術」は、今日では最も日の目を見ない裏方となっている。
コラム勝木氏 コラム

勝木氏 コラム
第七話「精米」
日本酒醸造界のレジェンド、勝木慶一郎氏による連載コラム第七話です。
勝木 慶一郎氏 紹介
 ・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・醸造家酒造歴:50年、佐賀 五町田酒造45年、京都 松本酒造5年
・特技:酒造工程の改善、SDKアルコール分析法の考案
・趣味:写真機、世界中のBeerを一種類でも多く飲む、真空管ラジオで短波放送を聴く



